JB/T 5000.11-1998
基本信息
标准号: JB/T 5000.11-1998
中文名称:重型机械通用技术条件 配管
标准类别:机械行业标准(JB)
英文名称:The heavy mechanical general techniques and STANDARDs Attached piping
标准状态:已作废
发布日期:1998-09-30
实施日期:1998-12-01
作废日期:2008-02-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>工业自动化系统>>25.040.01工业自动化系统综合
中标分类号:冶金>>冶金机械设备>>H90冶金机械设备综合
关联标准
替代情况:被JB/T 5000.11-2007替代
出版信息
页数:16 页
标准价格:17.0
相关单位信息
归口单位:机械工业部治金设备标准化技术委员会
发布部门:机械工业部治金设备标准化技术委员会
标准简介
JB/T 5000.11-1998 本标准规定了配管的技术和安全要求。 本标准适用于重型机械产品本体上的油润滑、脂润滑,液压、气动和工业用水配管。 本标准不适用于压力容器配管。 (注: 本标准非等效采用了德国西马克(SMS)公司标准 SN200/7《管道、管子和容器》,日本石川岛播磨重工株式会社 BH/MH-K818《配管施工要领》和日本小松制作所株式会社标准 KES 04.912.2《管夹安装(SGP、ST配管)》编制的。)
标准图片预览
标准内容
1CS 23. (40. 81
中华人民共和国机械行业标准
JB/T 5000.11—1998
重型机械通用技术条件
The heavy mechanlcal general techniques and standardsAttached piping
1998-09-30发布
国豪机械工业局
1998-12-01实施
5/T5000.11-1998
本标瘤的附录是标准的附录。
本标准由机械工业部冶金设备标准化接术委员会提出并归口。本际准负责起草单位:第重机集团公司,本标满替加起节单位:西安重型机械究所。本标准主要起草人:刘境、题口1范压www.vv99.net
中华人民共和国机械行业标准
重型机械通用技术条件
Tlhe heavy mcehaniel general feetniyues nnd standurtsAitached piping
本标游想定了配管的技术科安全要求。JB/T5000.111998
法标适用豆累忧越产最本件上的泪润肾、脂润滑、滚主,气劲和上业用水配管。4际准不适压,压力容器配骨,
2引年标准
一列标准所包金的条文-通料在水标端一引用而划皮为本标示流拍录文,4标准出版时,所示版车均为有效,新有标活部会效便用本尿准方各为应援讨使用下则标准举新版在的可能性GB37683
GB73C6-R7
GB/T 12716-p1
JB/T #UI, 1 -- :338
JTV7 5000.3-1998
T 5G(),121998
3配管技术要求
!套式世接头技术茶牛
月燥效密封骨频效
非螺纹封管操练
国雄商端致
重型抗减通用技木条件产品检验至型机摄技术苯片辉按件
立型价推谨用技本条涂装
3.11制造!制的零严件,必流给质量检整部门检龄合格片方可装。3.1.2邀的村科利多件,量符合/心U.1的有关规定。3.1.3确认的管径,划5投单。
3.2诊子密H据均制位叫以法也沙能须,但汇注使用火焰习乱,切等了断面的平库环手自安是欲合表!的规定。
国家巩桃1.业局1.998-09-30批准[998-12-01实施
新面管于轴线垂直电
JB/T5000.11
表《完」
3.3装配前所有营子应去险管端飞边,飞虹准倒角。用压灌空气或让他方法除了内壁射的柔物及泽锈。
3.4管径收公
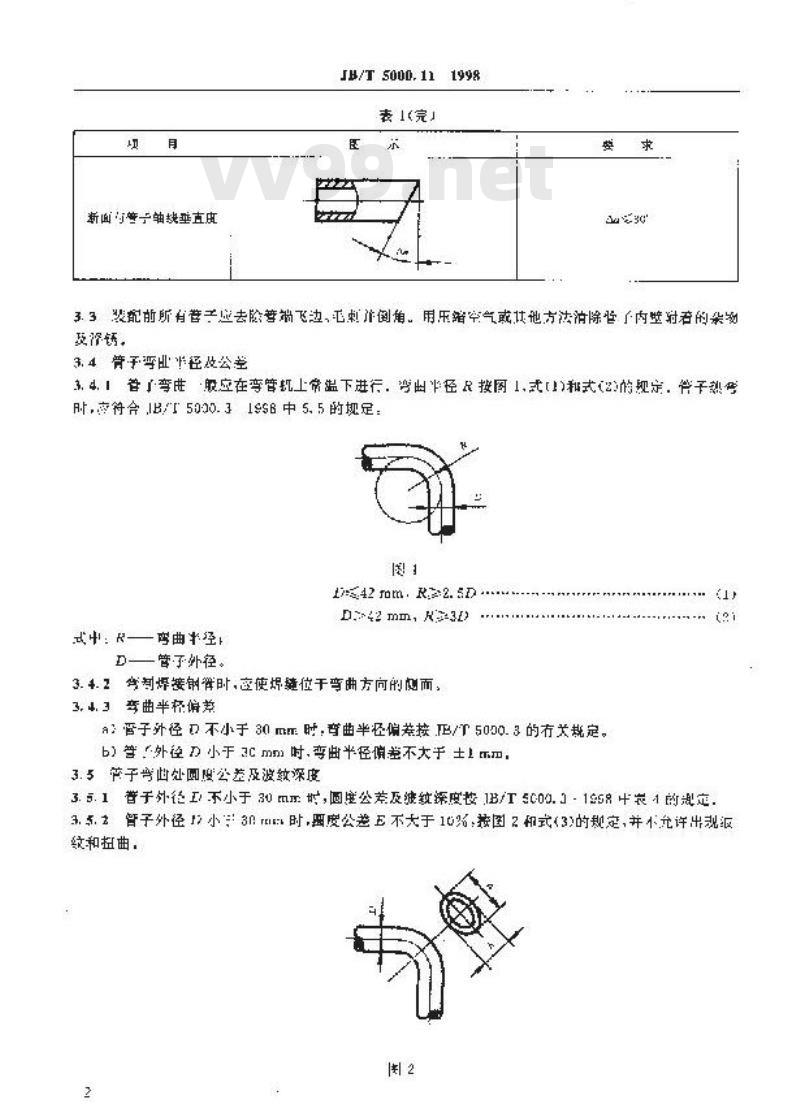
3.4.1了弯股应在李管凯上帝温下进行,考由卡径按图1.式1)和式(2)的规定.管子熟停时,符合B/5090.31S6中5.5的规足:142m.R2.5D
D42mm,R31
一曲径
D—管子外径。
3.4.2弯到焊接钢誉时,使焊续位干弯曲方向的侧而,3.4.3套曲半格偏券
a)管子外径D不小于30mm时,曲半径偏差按E/T5000.3的关规定。b)警外径D小于2cmm时,弯曲半径偏差不大于±1mm,3.5管子弯此处圆度公差及波纹深度t9
3.5.1誉于外往/不小于30mm#,圆度公差及疲统深度按1B/T5C00.1·186表1的定.3.5.2管子外径1>小=30m时,函度公差E不大于16%,按图2和式(3)的规定,并不允许出现派统和扭曲:
式中:F一因度公差,坚
D—-官子外径,mm:
长轴直整,n
一短轴直经,m,
JB/T 5000.11
3.6管了冷湾由壁厚减薄率(下太于1%,按式(4计算:C-×
武中心—
经厚减谢率,兴:
李曲前子壁厚,mm:
T,一弯前后子壁压,mm。
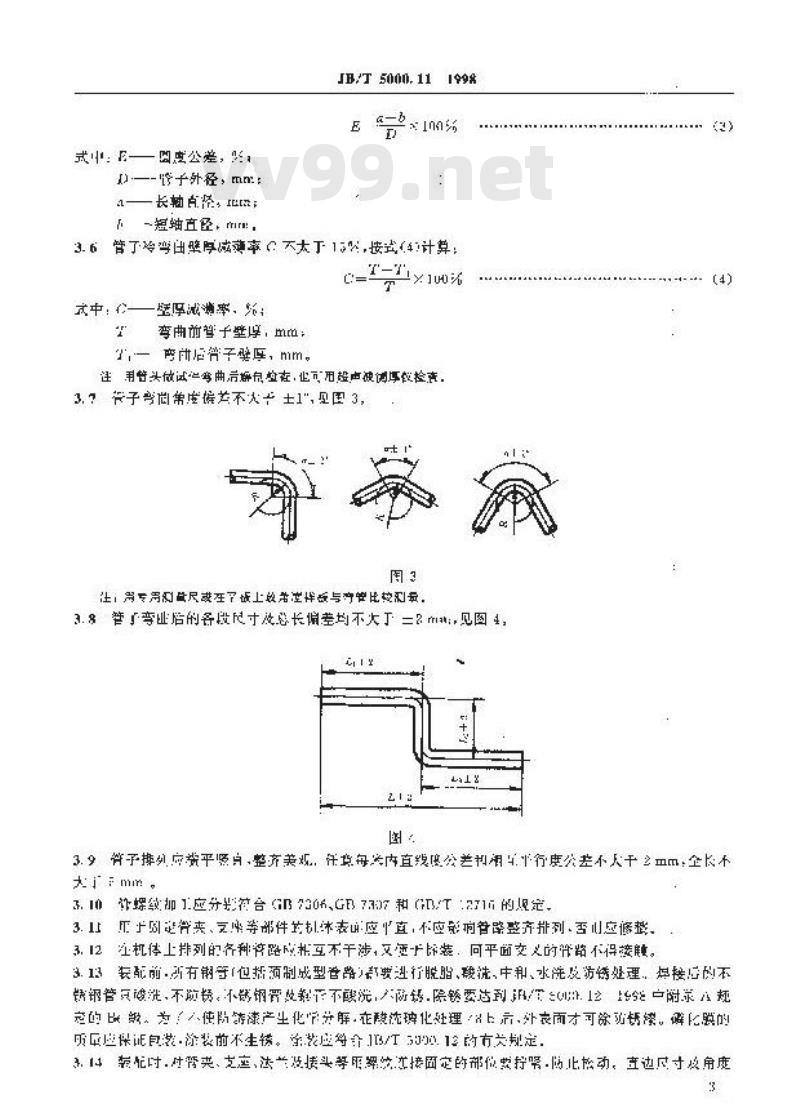
注用替头做试考曲后解自检在止市用超声被厚仅检责,3.7很子曾做度情益不大十±1,见国3,图3
计专第网管尺或在成上段车代与产管比校测量3.8管了业后的各段寸放总长偏差均不大于二2ma:,见图4,21
3.9节子排列应费平自,整齐美如.年章每实内直线感公差刊闲平行度公差不人干2m,全长不jF mm
3.10你螺加应分符合306G77和T21的定3.正上因来,央等部件机冰表应直,不应能路整排列否应修举,3.12注机体上排列的各种节路相互不干涉,又重于昂装:向平面交义的管路不得接触。3.13表配前·所有钢等包括预制成型管路费过行脱脂、载洗,中和、水洗及防锈处理,焊接后的不销钢管度洗,不题锈。不够钢置改帮正不酸院,两锈.院锈要造到用/T.12口附系规空也敏。为?人使阳等康产生化学分解,障洗化姓理,外衣面才可除防锈续。避化膜的质质应保证自装·涤装前不生锈。净格应母全113/T5000.12的大划定3.14整记时.时肾英、支查,法益发接头等用翼够还接固定的部位费行紧,防止检动。直边寸及角度3
鼎差接图5和图:币,
JB/T5000.11-1998
3.15出封持照绕,成应保持密封带满洁,不粘附次尘及其他杂物图
3.16开课效部位维绕密时带时:应从根部社前右继绕顶端测1~2牙,已座7。对小丁3/5的算愿效在绚绕谢封胶带时,1/2胶带宽座进行谢绕,续谈古向
3.17已密时的零性离您要时,要将内、螺效上附节的穿寸带完全院去。3.18果用卡套试管接法注换的钢管应先俊洗,然后将卡套完紧固在营常1。卡套支管满义应接(刀3765-83中附录A装配。
3. 19空村及附玉试验
3.19.1预制完成的管三焊接部位都变进行耐压试验,试验压方工当压方的1.5倍,保层1Gm.窗长润及其他异章现象发生:试些定成的管心应打标记3.19.2对装配实成的节路按不同的案统谢毕到及耐试验,3.19.2.1对脂消游管路双线式系统试验压方为系统工作力的1.25倍,非就线式系统试临火为系统工作反方,运到试些主力后·保压1a.检查各处应总泄漏:3.19.2.2迪润过系流管路以一作志的1.23恰进行压刀式验,保压10mir:再降王工作乐力进全面检应无池带及头他异常现象发牛3.19.3.3对气压系续香路,以工作压力博:15借选行压力试强.保片1mim,再隧室二作压力述行会面捡度元泌洲和变临。
3. 19.2.4满压及工显用水系统路用为应等含表2要求、保压10 rmir.,座产道。表
系然工作力产
15. --31. 5
3.20配等解件更转运对,必须将管略的价离用胶个或型料营封!1防止任点物进入,片择标第4
标益上记入装定位置号。
JB/T5000.111998
3.2固定管件用的支架、管夹等,可披害际需要调整,阐定小位受,管来装配统配炎装配方法究录A(坛年的附示)。
3.2X分解包整发这的管路,应将设计南择始出的打记号书了在印制的派标签上,开装人塑料总中择术学子上
3.23冲洗验验:二业用水管路经破继、预装完成后,要过行水冲院检验(能件除外),保证达到管路消沾度要求,见衣,对丁脂润情系统,配营完成片,拆“各龄脂装些(分配阅,所等)人口的连接.洲行性脂清洗:直举流出的油脂冲沾屏色后再行流接,对十当通油润微互系缔应通油清选,清洗必时血后用消洲油清洗过的境杯或波璃坏来1UmL的范选液款在明亮的场所30min后,甘测确以无杂质后为合落,对一增活度商,业要求的注测质,被压系统应在图邦上注明。表
资蹈名称
等通经的
T.业H中普
人山压力流量
择当物玉力和
流量·使管头低体达到
直状恋
山处演牛验京
液生离于等求平
响射长不心于1
用 18U~21G 目的过 :
在冲选过相中,且术
网或2min月到,或望料期路士
3.21完全拉倒南划转究成的学将·要销合总装要求,留出医情管,录最确定尺计,4配百焊接技术要求
4.1焊1支经谨专门培川、含格、小能担任配管的炼换工件使染击冲洗下去
4.2炉接钢管时,对十液服,范游管路必用培极氯延焊或兽投新熏焊了成,乐力韧过21MPa时成尚在管内部通约5/m微气,北位带路一起也采月钙形氯焊我乌极筑亚焊美:悼单丽库双面或率。祝链不浮方本增个,未性透,来泄,4.3配对接焊件坡11彩状尺寸,见表。第4
药皮坏拆降波口形
用气保护提能的坡
U型焊鞋
Jn/T 6000.11-1998
表4完)
月的怀务烘按教段口形头
气保护焊烘探的破口形求
4.4势与需(或接头)对接悼的错位公落系大10.151量人个起过1.5mm,见图8.45子法美插入焊详接要求见9适用:不火13m=).式(6!或6与式7):图9
·便焊御商,
K,国焊,mm
肾入的量.m,
4.6浓盖接位销差
(0. 7S~1.
4.!爆效满兰时如图单元扑选要求,其板轻在中心线人伴上管千的轻,来1中心线明止合,而应图1所示对称配置
4.6.2法兰悼接后.操栓托拍位前编差2不大于3U或符合表5规定的公荒a值。表5
43法兰好接组料3不人十20°或符会衣6规庭的公差值,e
台子径
69~·89
-1-1--15
4.子对接保时等会可4和余高应待衣7划定值:米焊余和面念高超差时,应用砂轮够署达刘要求。
管坚,
4.8管了对接却观龄查应符含8数足:娱报飞强物应消录4.!管于角焊适外沉按合应等个书:规定,焊按激物待院商
. ~z, h
JB/T 500.111998
?T.--. --.
1ssazv
JE/T5000.1-1998
4.0支管许接在主管上.其支些中心线对主管中心线在取有的偏差个1mm见图11:案送及自些偏差不大于,见图12和3。图1
4.11装配及言位点谋,·股应在平台上进行。图13
4.12誉十的层位点焊既要注意能恢复到规定公老内,又要在测周均勾分币,只要在搬运及炽按中不产生互斜,点好定位的点数应尽量少,虽焊接强度要小:耐压前分的焊热接实点埠部分与正式焊接烂链焙一本.所以点悼应与正式煤的条料柜同。4.13重尝部位的尽位点焊应端免在后式爆接部位上或者在正式焊接时首虑游点焊部分加二掉,出可以采用4.14书克法
4.14甜具的点焊应尽避免在应士典中部位。炽链不应有多念长变。注愈点焊处钢誉不应发生交边。营子对变焊后,头范临吋位谢其,产将点焊处打磨光,见图11,性意位附具
4.15直品焊室时,要用直尺等工具慢正带了外冷是错坐,使衍全1.1半要求出图11五k
4.16法兰点早定位对,利用管法一角尺和平后拍对子中心线直角装归,弯头点归定位时,用角尺保证古用装性。垂巨度公差均为见!1和18
首活学
JR/T 5000.11—1998
4. 17利用水尺或弯尺,保正法关上螺轻乱位量筛差符合 4. 6. 2 要求后点焊定低:见整13。民疗
水平元(情美1)
V延性
4.18刻用支管长度标反控制插人弹的支管长度尺寸,见图19,支长度标产
4.192座等帮件焊定盘时,元焊长要L.为5~1mm,点焊距两F.1c5mm,以20。雪?点均定空时可评测周均年点焊3-~1点图 21]
4.20文架将接行的尺寸公整和形状,位公差应符合/T5000.31998户7.3的规定:4.21谋接时的计意事项
当管温度低心吋,不谁焊换:
b送领位质不用好:
c)严禁在带于上打火引碧;
不同层的起点和整点不要架中在一处,应错可1~.:在下炎性!层开始件接前,应衡底活除库查和各种缺陷:1踪晚边,四统学故输时,应在降前后29.20mm范用内日沙轮赔展,然与资行补矫,5安全要变
5.1安全要求
5.1.1如净尚处配弹,要准前妇于案,净护网发防护人负的安全常等安全物品.5.!严禁用配否的骨路,、限及略对件做印!型和学荐物
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/T 5000.11—1998
重型机械通用技术条件
The heavy mechanlcal general techniques and standardsAttached piping
1998-09-30发布
国豪机械工业局
1998-12-01实施
5/T5000.11-1998
本标瘤的附录是标准的附录。
本标准由机械工业部冶金设备标准化接术委员会提出并归口。本际准负责起草单位:第重机集团公司,本标满替加起节单位:西安重型机械究所。本标准主要起草人:刘境、题口1范压www.vv99.net
中华人民共和国机械行业标准
重型机械通用技术条件
Tlhe heavy mcehaniel general feetniyues nnd standurtsAitached piping
本标游想定了配管的技术科安全要求。JB/T5000.111998
法标适用豆累忧越产最本件上的泪润肾、脂润滑、滚主,气劲和上业用水配管。4际准不适压,压力容器配骨,
2引年标准
一列标准所包金的条文-通料在水标端一引用而划皮为本标示流拍录文,4标准出版时,所示版车均为有效,新有标活部会效便用本尿准方各为应援讨使用下则标准举新版在的可能性GB37683
GB73C6-R7
GB/T 12716-p1
JB/T #UI, 1 -- :338
JTV7 5000.3-1998
T 5G(),121998
3配管技术要求
!套式世接头技术茶牛
月燥效密封骨频效
非螺纹封管操练
国雄商端致
重型抗减通用技木条件产品检验至型机摄技术苯片辉按件
立型价推谨用技本条涂装
3.11制造!制的零严件,必流给质量检整部门检龄合格片方可装。3.1.2邀的村科利多件,量符合/心U.1的有关规定。3.1.3确认的管径,划5投单。
3.2诊子密H据均制位叫以法也沙能须,但汇注使用火焰习乱,切等了断面的平库环手自安是欲合表!的规定。
国家巩桃1.业局1.998-09-30批准[998-12-01实施
新面管于轴线垂直电
JB/T5000.11
表《完」
3.3装配前所有营子应去险管端飞边,飞虹准倒角。用压灌空气或让他方法除了内壁射的柔物及泽锈。
3.4管径收公
3.4.1了弯股应在李管凯上帝温下进行,考由卡径按图1.式1)和式(2)的规定.管子熟停时,符合B/5090.31S6中5.5的规足:142m.R2.5D
D42mm,R31
一曲径
D—管子外径。
3.4.2弯到焊接钢誉时,使焊续位干弯曲方向的侧而,3.4.3套曲半格偏券
a)管子外径D不小于30mm时,曲半径偏差按E/T5000.3的关规定。b)警外径D小于2cmm时,弯曲半径偏差不大于±1mm,3.5管子弯此处圆度公差及波纹深度t9
3.5.1誉于外往/不小于30mm#,圆度公差及疲统深度按1B/T5C00.1·186表1的定.3.5.2管子外径1>小=30m时,函度公差E不大于16%,按图2和式(3)的规定,并不允许出现派统和扭曲:
式中:F一因度公差,坚
D—-官子外径,mm:
长轴直整,n
一短轴直经,m,
JB/T 5000.11
3.6管了冷湾由壁厚减薄率(下太于1%,按式(4计算:C-×
武中心—
经厚减谢率,兴:
李曲前子壁厚,mm:
T,一弯前后子壁压,mm。
注用替头做试考曲后解自检在止市用超声被厚仅检责,3.7很子曾做度情益不大十±1,见国3,图3
计专第网管尺或在成上段车代与产管比校测量3.8管了业后的各段寸放总长偏差均不大于二2ma:,见图4,21
3.9节子排列应费平自,整齐美如.年章每实内直线感公差刊闲平行度公差不人干2m,全长不jF mm
3.10你螺加应分符合306G77和T21的定3.正上因来,央等部件机冰表应直,不应能路整排列否应修举,3.12注机体上排列的各种节路相互不干涉,又重于昂装:向平面交义的管路不得接触。3.13表配前·所有钢等包括预制成型管路费过行脱脂、载洗,中和、水洗及防锈处理,焊接后的不销钢管度洗,不题锈。不够钢置改帮正不酸院,两锈.院锈要造到用/T.12口附系规空也敏。为?人使阳等康产生化学分解,障洗化姓理,外衣面才可除防锈续。避化膜的质质应保证自装·涤装前不生锈。净格应母全113/T5000.12的大划定3.14整记时.时肾英、支查,法益发接头等用翼够还接固定的部位费行紧,防止检动。直边寸及角度3
鼎差接图5和图:币,
JB/T5000.11-1998
3.15出封持照绕,成应保持密封带满洁,不粘附次尘及其他杂物图
3.16开课效部位维绕密时带时:应从根部社前右继绕顶端测1~2牙,已座7。对小丁3/5的算愿效在绚绕谢封胶带时,1/2胶带宽座进行谢绕,续谈古向
3.17已密时的零性离您要时,要将内、螺效上附节的穿寸带完全院去。3.18果用卡套试管接法注换的钢管应先俊洗,然后将卡套完紧固在营常1。卡套支管满义应接(刀3765-83中附录A装配。
3. 19空村及附玉试验
3.19.1预制完成的管三焊接部位都变进行耐压试验,试验压方工当压方的1.5倍,保层1Gm.窗长润及其他异章现象发生:试些定成的管心应打标记3.19.2对装配实成的节路按不同的案统谢毕到及耐试验,3.19.2.1对脂消游管路双线式系统试验压方为系统工作力的1.25倍,非就线式系统试临火为系统工作反方,运到试些主力后·保压1a.检查各处应总泄漏:3.19.2.2迪润过系流管路以一作志的1.23恰进行压刀式验,保压10mir:再降王工作乐力进全面检应无池带及头他异常现象发牛3.19.3.3对气压系续香路,以工作压力博:15借选行压力试强.保片1mim,再隧室二作压力述行会面捡度元泌洲和变临。
3. 19.2.4满压及工显用水系统路用为应等含表2要求、保压10 rmir.,座产道。表
系然工作力产
15. --31. 5
3.20配等解件更转运对,必须将管略的价离用胶个或型料营封!1防止任点物进入,片择标第4
标益上记入装定位置号。
JB/T5000.111998
3.2固定管件用的支架、管夹等,可披害际需要调整,阐定小位受,管来装配统配炎装配方法究录A(坛年的附示)。
3.2X分解包整发这的管路,应将设计南择始出的打记号书了在印制的派标签上,开装人塑料总中择术学子上
3.23冲洗验验:二业用水管路经破继、预装完成后,要过行水冲院检验(能件除外),保证达到管路消沾度要求,见衣,对丁脂润情系统,配营完成片,拆“各龄脂装些(分配阅,所等)人口的连接.洲行性脂清洗:直举流出的油脂冲沾屏色后再行流接,对十当通油润微互系缔应通油清选,清洗必时血后用消洲油清洗过的境杯或波璃坏来1UmL的范选液款在明亮的场所30min后,甘测确以无杂质后为合落,对一增活度商,业要求的注测质,被压系统应在图邦上注明。表
资蹈名称
等通经的
T.业H中普
人山压力流量
择当物玉力和
流量·使管头低体达到
直状恋
山处演牛验京
液生离于等求平
响射长不心于1
用 18U~21G 目的过 :
在冲选过相中,且术
网或2min月到,或望料期路士
3.21完全拉倒南划转究成的学将·要销合总装要求,留出医情管,录最确定尺计,4配百焊接技术要求
4.1焊1支经谨专门培川、含格、小能担任配管的炼换工件使染击冲洗下去
4.2炉接钢管时,对十液服,范游管路必用培极氯延焊或兽投新熏焊了成,乐力韧过21MPa时成尚在管内部通约5/m微气,北位带路一起也采月钙形氯焊我乌极筑亚焊美:悼单丽库双面或率。祝链不浮方本增个,未性透,来泄,4.3配对接焊件坡11彩状尺寸,见表。第4
药皮坏拆降波口形
用气保护提能的坡
U型焊鞋
Jn/T 6000.11-1998
表4完)
月的怀务烘按教段口形头
气保护焊烘探的破口形求
4.4势与需(或接头)对接悼的错位公落系大10.151量人个起过1.5mm,见图8.45子法美插入焊详接要求见9适用:不火13m=).式(6!或6与式7):图9
·便焊御商,
K,国焊,mm
肾入的量.m,
4.6浓盖接位销差
(0. 7S~1.
4.!爆效满兰时如图单元扑选要求,其板轻在中心线人伴上管千的轻,来1中心线明止合,而应图1所示对称配置
4.6.2法兰悼接后.操栓托拍位前编差2不大于3U或符合表5规定的公荒a值。表5
43法兰好接组料3不人十20°或符会衣6规庭的公差值,e
台子径
69~·89
-1-1--15
4.子对接保时等会可4和余高应待衣7划定值:米焊余和面念高超差时,应用砂轮够署达刘要求。
管坚,
4.8管了对接却观龄查应符含8数足:娱报飞强物应消录4.!管于角焊适外沉按合应等个书:规定,焊按激物待院商
. ~z, h
JB/T 500.111998
?T.--. --.
1ssazv
JE/T5000.1-1998
4.0支管许接在主管上.其支些中心线对主管中心线在取有的偏差个1mm见图11:案送及自些偏差不大于,见图12和3。图1
4.11装配及言位点谋,·股应在平台上进行。图13
4.12誉十的层位点焊既要注意能恢复到规定公老内,又要在测周均勾分币,只要在搬运及炽按中不产生互斜,点好定位的点数应尽量少,虽焊接强度要小:耐压前分的焊热接实点埠部分与正式焊接烂链焙一本.所以点悼应与正式煤的条料柜同。4.13重尝部位的尽位点焊应端免在后式爆接部位上或者在正式焊接时首虑游点焊部分加二掉,出可以采用4.14书克法
4.14甜具的点焊应尽避免在应士典中部位。炽链不应有多念长变。注愈点焊处钢誉不应发生交边。营子对变焊后,头范临吋位谢其,产将点焊处打磨光,见图11,性意位附具
4.15直品焊室时,要用直尺等工具慢正带了外冷是错坐,使衍全1.1半要求出图11五k
4.16法兰点早定位对,利用管法一角尺和平后拍对子中心线直角装归,弯头点归定位时,用角尺保证古用装性。垂巨度公差均为见!1和18
首活学
JR/T 5000.11—1998
4. 17利用水尺或弯尺,保正法关上螺轻乱位量筛差符合 4. 6. 2 要求后点焊定低:见整13。民疗
水平元(情美1)
V延性
4.18刻用支管长度标反控制插人弹的支管长度尺寸,见图19,支长度标产
4.192座等帮件焊定盘时,元焊长要L.为5~1mm,点焊距两F.1c5mm,以20。雪?点均定空时可评测周均年点焊3-~1点图 21]
4.20文架将接行的尺寸公整和形状,位公差应符合/T5000.31998户7.3的规定:4.21谋接时的计意事项
当管温度低心吋,不谁焊换:
b送领位质不用好:
c)严禁在带于上打火引碧;
不同层的起点和整点不要架中在一处,应错可1~.:在下炎性!层开始件接前,应衡底活除库查和各种缺陷:1踪晚边,四统学故输时,应在降前后29.20mm范用内日沙轮赔展,然与资行补矫,5安全要变
5.1安全要求
5.1.1如净尚处配弹,要准前妇于案,净护网发防护人负的安全常等安全物品.5.!严禁用配否的骨路,、限及略对件做印!型和学荐物
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。