CB/Z 209-1984
基本信息
标准号: CB/Z 209-1984
中文名称:潜艇轴系安装技术要求
标准类别:船舶行业标准(CB)
标准状态:现行
发布日期:1984-11-20
实施日期:1999-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 造船和海上建筑物>>47.020船舶和海上建筑物综合
中标分类号:船舶>>船舶综合>>U06船舶工艺
关联标准
出版信息
页数:7页
标准价格:12.0
相关单位信息
标准简介
标准图片预览

标准内容
中国船舶工业总公司指导性技术文件CB/Z209—84
潜艇轴系安装技术要求
1984-11-20发布
中国船舶工业总公司
中国船舶工业总公司指导性技术文件潜艇轴系安装技术要求
本标准适用于各类型潜艇。
1.1轴系安装应在船体试水并经验收之后进行。1.2轴系安装前必须具备设备、材料及票压试验等各种有关合格证件。1.3在轴系布置区域内压载铁应预先安装完毕,内部液舱须经水密性试验和验收。CB/Z209—84Www.vV99.net
1.4轴系通过的舱室隔壁应预先开孔,各焊接座板及轴壳均应装配焊接完毕,在轴系布置区域内各主要的装配焊接作业应项先完工。1.5轴系、主机定位期间应停止敲打振动作业,并应在无日光直接照射的状况下进行。1.6轴系安装前需对轴系理论中心线的眠基点进行复验,尺寸允差为±1mii。轴系中心在船台或船坞内提交技术检验部门和订货方验收,下水后不再进行轴累中心的复验验1.7
2基座加工
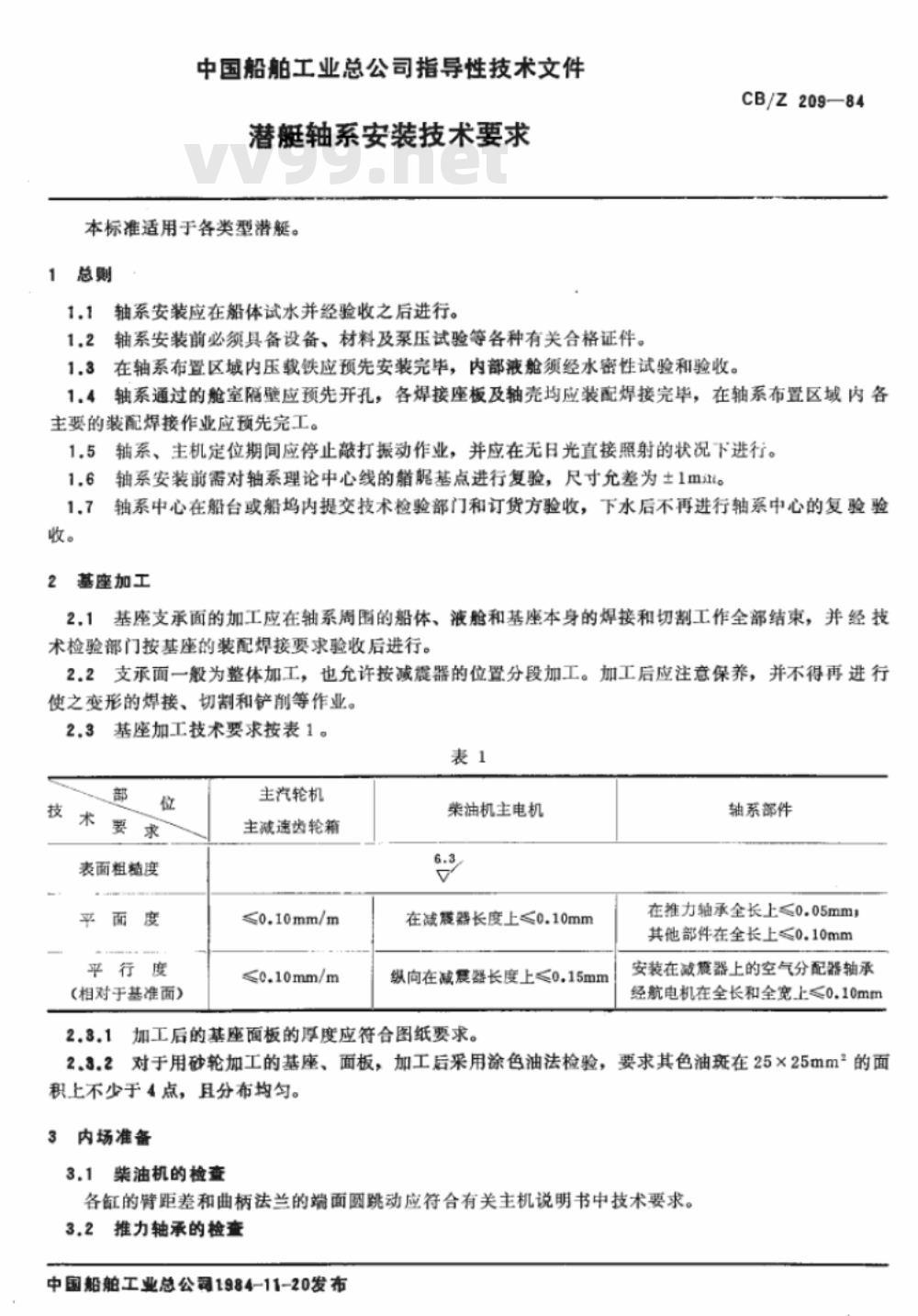
2.1基座支承面的加工应在轴系周围的船体、液舱和基座本身的焊接和切割工作全部结束,并经技术检验部门按基座的装配焊接要求验收后进行。2.2支承面一般为整体加工,也允许按减震器的位置分段加工。加工后应注意保养,并不得再进行使之变形的焊接、切割和铲削等作业。2.3基座加工技术要求按表1。
表面粗糙度
平面度
平行度
(相对于基准面)
主汽轮机
主减速齿轮箱
≤0.10mm/m
≤0.10mm/m
柴油机主电机
在减寇器长度上≤0.10mm
织向在减震器长度上≤0.15mm
2.3.1加工后的基座面板的厚度应符合图纸要求。轴系部件
在推力轴承全长上≤0.05mm
其他部件在全长上≤0.10mm
安装在减震器上的空气分配器轴承经航电机在全长和全宽上≤0.10mm2.3.2对于用砂轮加工的基座、面板,加工后采用涂色油法检验,要求其色油斑在25×25mm°的面积上不少于4点,且分布均匀。
3内场准备
柴油机的检查
各缸的臂距差和曲柄法兰的端面圆跳动应符合有关主机说明书中技术要求。3.2推力轴承的检查
中国船舶工业总公司1984-11-20发布CB/Z209—84
推力轴承底座平面的平面度不大于0.05mm,并按图纸检查轴颈与轴瓦的间和贴合度及推力环与推力块间的轴向间隙。
3.3空气分配器轴承和中间轴承的检查装在减震器上的空气分配器轴承及中间轴承的底座平面的平行度不大于0.10mm,无减震器的分配器轴承的底座平面的平行度不大于0.05班m,并按图纸要求检查空气分配器轴与轴承、中间轴与轴承的间隙。
3.4轴系配对要求
各圆锥孔与轴、键槽与键的配合应符合CB22876《轴系加工技术要求》中的第19、20条3.4.1
规定。
各饺制螺栓孔与铰制螺栓的配合应符合CB22876中的第23条规定。3.4.3
轴系各对刚性法兰的配对连接应符合CB228--76中的第21条规定。3.4.4前、后气胎离合器的内鼓轮与相应的连接轴法兰的配对其端面跳动和圆闹跳动均应不大于0.20mm。
3.4.5应急汽胎离合器内鼓轮与应急齿轮箱输出端法兰、外鼓轮与后中间轴的配对其端面和径向跳动量均应不大于0.20mm。
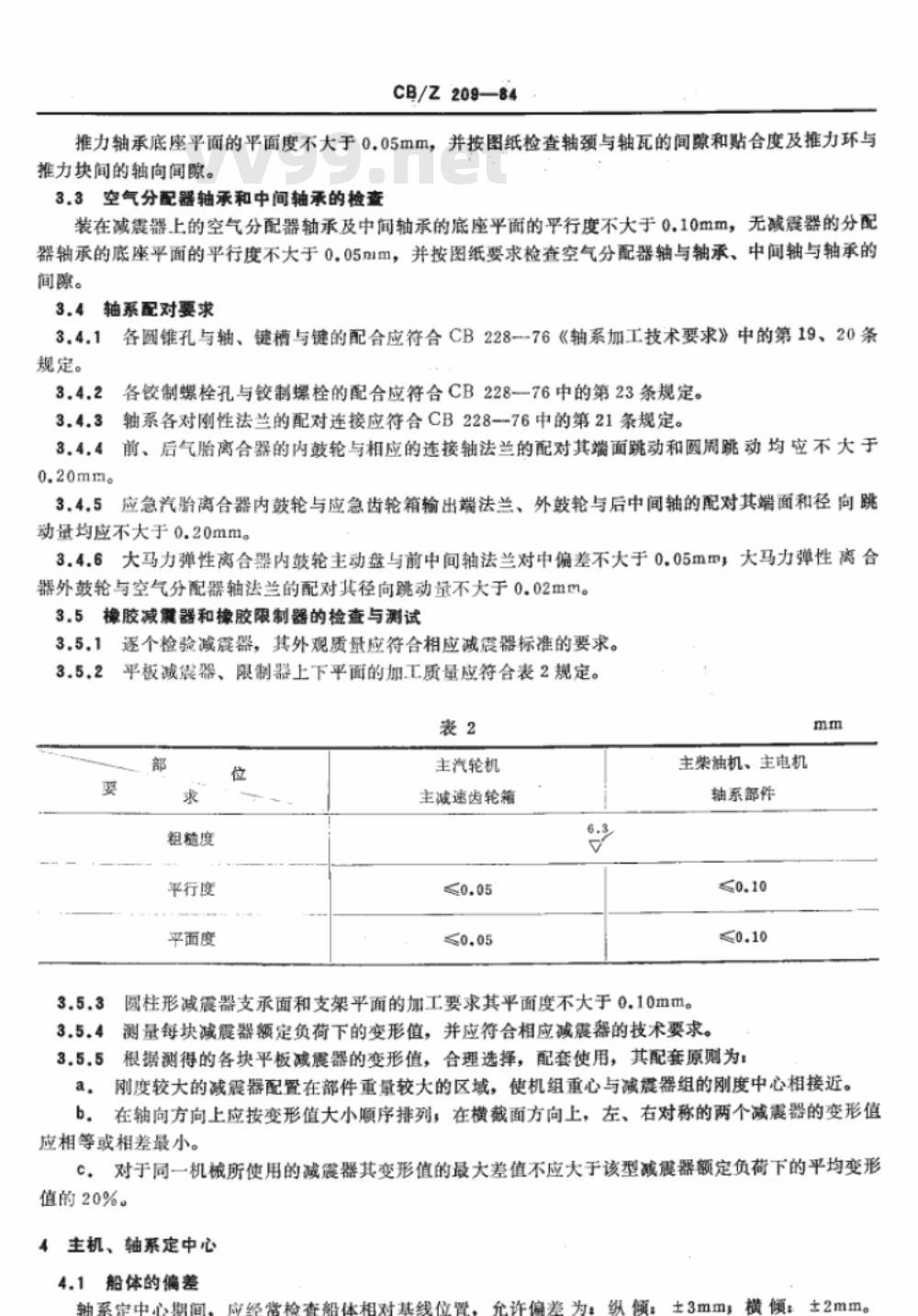
3.4.6大马力弹性离合器内鼓轮主动盘与前中间轴法兰对中偏差不大于0.05mm,大马力弹性离合器外鼓轮与空气分配器轴法兰的配对其径向跳动量不大于0.02mm。3.5橡胶减囊器和橡胶限制器的检查与测试3.5.1逐个检验减震器,其外观质量应符合相应减震器标准的要求。3.5.2乎板减震器、限制器上下平面的加工质量应符合表2规定。表2
粗髓度
平行度
平面度
主汽轮机
主减速齿轮箱
主柴油机、主电机
轴系部件
圆柱形减震器支承面和支架平面的加工要求其平面度不大于0.10mm。3.5.3
3.5.4测量每块减震器额定负荷下的变形值,并应符合相应减震器的技术要求。3.5.5根据测得的各块平板减震器的变形值,合理选择,配套使用,其配套原则为:mm
a,刚度较大的减震器配置在部件重量较大的区域,使机组重心与减震器组的刚度中心相接近。b。在轴向方向上应按变形值大小顺序排列,在横截面方向上,左、右对称的两个减震器的变形值应相等或相差最小。
C。对于同一机械所使用的减震器其变形值的最大差值不应大于该型减震器额定负荷下的平均变形值的20%。
4主机、轴系定中心
4.1船体的偏差
轴系定中心期间。
4.2照光定位
4.2.1照光仪器中心的偏差
CB/Z209—84
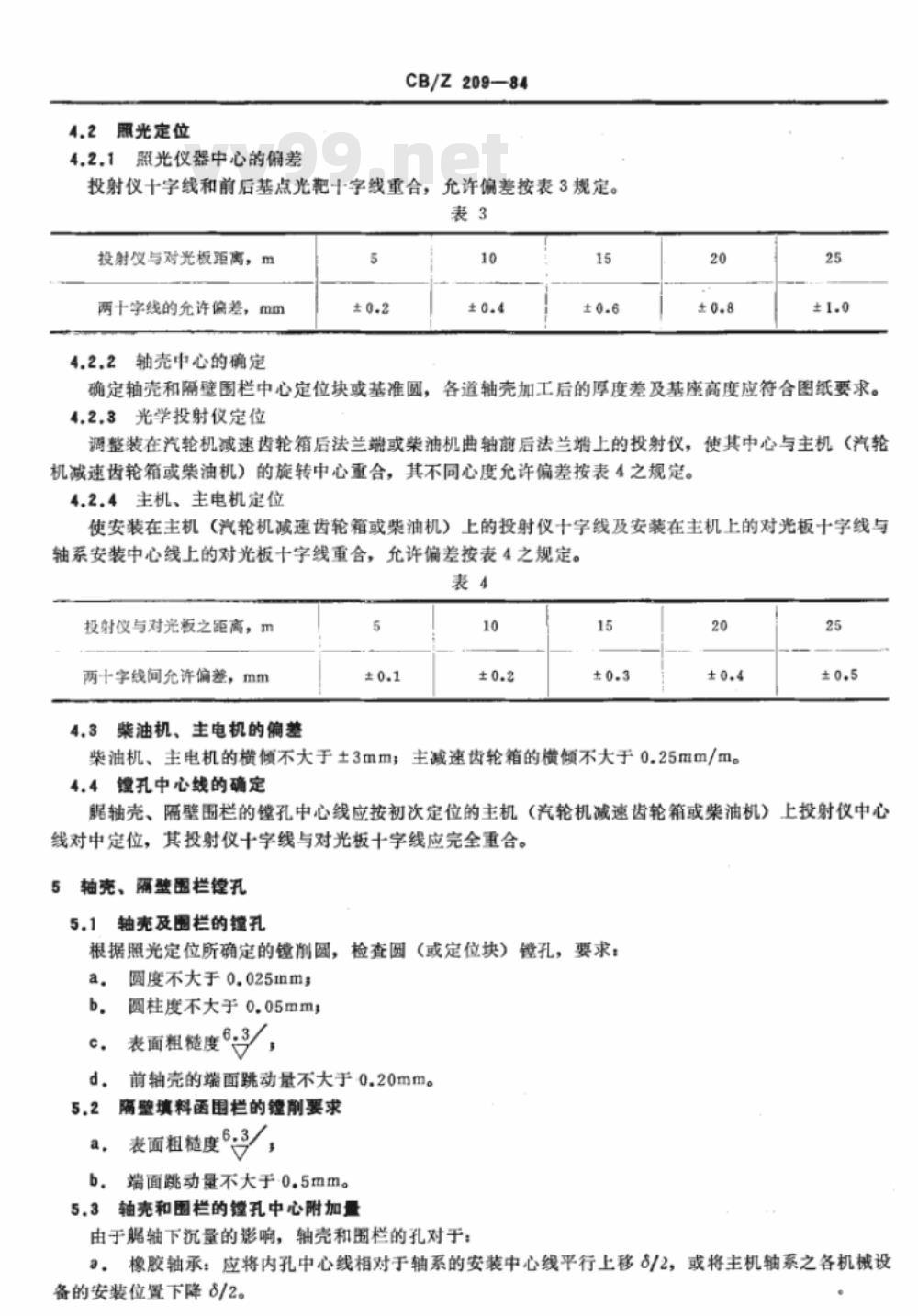
投射仪十字线和前后基点光靶十字线重合,允许偏差按表3规定。表3
投射仪与对光板距离,m
两十字线的允许偏差,mm
4.2.2轴壳中心的确定
确定轴壳和隔壁围栏中心定位块或基准圆,各道轴壳加工后的厚度差及基座高度应符合图纸要求。4.2.3光学投射仪定位
调整装在汽轮机减速齿轮箱后法兰端或柴油机曲轴前后法兰端上的投射仪,使其中心与主机(汽轮机减速齿轮箱或柴油机)的旋转中心重合,其不同心度允许偏差按表4之规定。4.2.4主机、主电机定位
使安装在主机(汽轮机减速齿轮箱或柴油机)上的投射仪十字线及安装在主机上的对光板十字线与轴系安装中心线上的对光板十字线重合,允许偏差按表4之规定。表4
投射仪与对光板之距离,m
两十字线间允许偏差,mm
4.3柴油机、主电机的偏差
柴油机、主电机的横倾不大于土3mm;主减速齿轮箱的横倾不大于0.25mm/m。4.4孔中心线的确定
瞩轴壳、隔壁围栏的镗孔中心线应按初次定位的主机(汽轮机减速齿轮箱或柴油机)上投射仪中心线对中定位,其投射仪十字线与对光板十字线应完全重合。5轴壳、隔壁围栏镗孔
5.1轴壳及围栏的镗孔
根据照光定位所确定的鐘削圆,检查圆(或定位块)镜孔,要求:a.
圆度不大于0.025m;
圆柱度不大于0.05mm
表面粗髓度3/,
前轴壳的端面跳动量不大于0.20mm。5.2
隔壁填料函围栏的镗削要求
表面粗糙度
端面跳动量不大于-0.5mm。
轴壳和围栏的镗孔中心附加量
由于瞩轴下沉量的影响,轴壳和围栏的孔对于:3、橡胶轴承:应将内孔中心线相对于轴系的安装中心线平行上移/2,或将主机轴系之各机械设备的安装位置下降3/2。
CB/Z209-84
b,铁木轴承:在镗削铁梨木内孔时其内孔中心线应平行上移3/2。注:3为螺旋轴与轴承间的总间隐值。5.4复光检查
复光检查各轴壳链孔同轴度,允许偏差不大于0.2mm。6调整垫片的加工
6.1安装于减震器上的调整垫片厚度应等于测量的间隙值及考虑工作负荷下的弹性变形值、永久变形值和瞩轴下沉量等因素。
注:如第5.3条中已计入舰轴下沉量的因素,则本节中不再考虑。6.2垫片加工的技术要求
a厚度不小于12mmg
b.表面粗糙度
长度和宽度公差±3mm;
d,厚度公差不大于0.03mm。
7主机、轴系的安装
7.1安装前检查
安装前应对铁梨木轴承,橡胶轴承与衬套的贴合情况及表面质量作外观检查。7.2轴壳的加工
按轴壳内孔实际尺寸加工衬套外圆,要求:a。表面粗糖度为/,
b.圆度不大于0.025n:m;
c.圆柱度不大于0.05am。
7.3衬套压配
衬套压入轴承壳时其贴合面上应涂含油白漆,压配时应保证上下位置的正确,铁梨木轴承压入后要求及时保养。
7.4船轴、螺旋桨轴的安装
瞩轴安装定位后应旋转1~2周,要求麗轴、螺旋浆轴在轴承内的上部间隙符合图纸规定的要求,其两侧的间隙应均匀,轴承与轴的贴合度、在距轴承端面50mm长度范围内用0.50im塞尺不得插入。7.5轴向定位
轴系的轴向定位尺寸应符合图纸要求,作为嵌补轴的中间轴其实际长度在轴系安装时测定。7.6鼠轴填料箱的安装
瞩轴填料箱按瞩轴轴颈定中心,要求:a,填料箱壳体内孔中心偏差不大于0.2mm;或其壳体端面相对轴中心线在半径长度上的垂直度不大于0.1amz
碳精环中心偏差不大手0.2mm
碳精环、橡胶环的轴向安装尺寸符合图纸中的规定;c.
填料函压紧衬套与瞩轴间的四周间隙应大致相等,并留有压紧余量;e.
齿轮传动压紧装置的转动应灵活。7.7隔壁填料安装
7.7.1压紧衬套与轴颈之间的间隙在端面全阅周口上均匀。7.7.2桂
橡胶密封环对轴压紧后其局部间不大于0.05mm。CB/Z 209—84
7.8安装在减震强上的主机及轴系机械的安装固定7.8.1凡安装在减震器和调整垫片上的机械在定位后不得任意移动,在必须移动时,应先抬高机械使其底座脱离减震器和挚片后方能作业。7.8.2固定用螺栓与机械地脚螺栓孔应有间隙。7.8.3平板减震器在基座上安装时,不允许突出到基座面板边缘之外。7.8.4机械与减震馨、减震器与基座连接之前,橡胶减震器与基座面板及调整垫片的贴合面、调整垫片和机脚间的贴合面之间隙不应大于0.10mm(在圆周的三分之局部范围内允许达0.2mm)且其寒尺插入深度不得大于35mm。
7.8.5弹贫减震器与基座面板及调整垫片的贴合、调整垫片与机座的贴合其间均不得大于0.2mm。7.8.6圆柱形减震器固定后其圆柱销应能自由地拔出和装入,无卡阻现象,其基座与调整垫片、调整垫片与减震器支承面的配合间隙允许为0.2m,且塞尺的插入深度不应大于20m。7.8.7安装橡胶限制器时,应保证限制器不承受任何载荷。7.9安装在模形垫片上轴系机械的安装固定7.9.1楔形垫片与基座面板及机脚的贴合度,用涂色油法检查,要求在25×25血m的面积上其色油斑不少于4点,且分布均勾。
7.9.2螺栓紧固前,配合面之间隙不应大于0.05mm(在圆周的三分之一局部范围内允许达0.10mm),且塞尺插入深度不得大于15mm。7.9.3调整楔形垫片与止推顶铁、推力轴承机脚之间的间隙不得大于0.05mm。7.10刹轴器的安装
刹轴器压紧时刹轴带与轴法兰边缘之间的间隙应不大于0.10mm,局部范围内允许达0.3mm,其范围不得超过周长的三分之一。刹轴器松开时制动板条不得与轴联轴节、推力轴法兰相。7.11电动转速衰传感器的安装要求a.
主动齿轮两半不允许有偏移。
两齿轮轴中心线的平行度在100mm长度范围内应不大于0.3mm,b.
两齿轮端面相互偏移应不大于1mmc.
齿轮传动应灵活,啮合应平稳。7.12
螺栓的技术要求
设备的铰制螺栓的数量应符合图纸要求,a.
b.基座背面与螺栓头接触平面处须刮平,表面粗糙度为12.5机座和基座上,局部间隙应不大于0.05mm螺栓头和螺母的贴合面应紧靠在C。基座所有螺栓孔中心线与面板边缘的距离不应小于螺孔直径的1.5倍。8主机和轴系校中安装的验收
8.1主机、轴系校中安装的验收在各机械与基座固定后进行。表5各连接处在垂直面和水平面上的曲折和偏移联轴
刚性联轴节
弹性联轴节
气胎离合器
大马力轮胎离合器
CB/Z209--84
8.2主机、轴系各联接部件用直尺和厚薄规法或指针法检查轴线中心的曲折和偏移,其要求按表5之规定。
注:轴与推力轴校中时应考患崛轴自重产生的偏移和曲折量。8.3经航离合器从动皮带轮相对推力轴之校中其允许偏差为:a.
径向偏移不大于0.20mm;
曲折不大于0.30mm/m。
经航电机中心线相对轴系中心线的校中其允许偏差为:8.4
要求。
两个皮带轮端面偏移不大于11m
平行度不大于1nmm
经航电机横倾+4°~6°
三角皮带必须均匀拉紧。
柴油机最后安装固定后各缸臂距差应符合相应主机说明书中的要求。轮胎离合器轴向间隙和径向间隙、中间轴承及空气分配器轴承的轴径与轴瓦的间隙应符合图纸螺旋浆和导流罩之环形间应均匀,其闻隙允差为土2mm。附加说明:
本标准由造船工艺专业组提出,由中国船舶工业总公司十一所归口。本标准由激海造船厂负责起草。本标准主要起草人王正、胡政文。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
潜艇轴系安装技术要求
1984-11-20发布
中国船舶工业总公司
中国船舶工业总公司指导性技术文件潜艇轴系安装技术要求
本标准适用于各类型潜艇。
1.1轴系安装应在船体试水并经验收之后进行。1.2轴系安装前必须具备设备、材料及票压试验等各种有关合格证件。1.3在轴系布置区域内压载铁应预先安装完毕,内部液舱须经水密性试验和验收。CB/Z209—84Www.vV99.net
1.4轴系通过的舱室隔壁应预先开孔,各焊接座板及轴壳均应装配焊接完毕,在轴系布置区域内各主要的装配焊接作业应项先完工。1.5轴系、主机定位期间应停止敲打振动作业,并应在无日光直接照射的状况下进行。1.6轴系安装前需对轴系理论中心线的眠基点进行复验,尺寸允差为±1mii。轴系中心在船台或船坞内提交技术检验部门和订货方验收,下水后不再进行轴累中心的复验验1.7
2基座加工
2.1基座支承面的加工应在轴系周围的船体、液舱和基座本身的焊接和切割工作全部结束,并经技术检验部门按基座的装配焊接要求验收后进行。2.2支承面一般为整体加工,也允许按减震器的位置分段加工。加工后应注意保养,并不得再进行使之变形的焊接、切割和铲削等作业。2.3基座加工技术要求按表1。
表面粗糙度
平面度
平行度
(相对于基准面)
主汽轮机
主减速齿轮箱
≤0.10mm/m
≤0.10mm/m
柴油机主电机
在减寇器长度上≤0.10mm
织向在减震器长度上≤0.15mm
2.3.1加工后的基座面板的厚度应符合图纸要求。轴系部件
在推力轴承全长上≤0.05mm
其他部件在全长上≤0.10mm
安装在减震器上的空气分配器轴承经航电机在全长和全宽上≤0.10mm2.3.2对于用砂轮加工的基座、面板,加工后采用涂色油法检验,要求其色油斑在25×25mm°的面积上不少于4点,且分布均匀。
3内场准备
柴油机的检查
各缸的臂距差和曲柄法兰的端面圆跳动应符合有关主机说明书中技术要求。3.2推力轴承的检查
中国船舶工业总公司1984-11-20发布CB/Z209—84
推力轴承底座平面的平面度不大于0.05mm,并按图纸检查轴颈与轴瓦的间和贴合度及推力环与推力块间的轴向间隙。
3.3空气分配器轴承和中间轴承的检查装在减震器上的空气分配器轴承及中间轴承的底座平面的平行度不大于0.10mm,无减震器的分配器轴承的底座平面的平行度不大于0.05班m,并按图纸要求检查空气分配器轴与轴承、中间轴与轴承的间隙。
3.4轴系配对要求
各圆锥孔与轴、键槽与键的配合应符合CB22876《轴系加工技术要求》中的第19、20条3.4.1
规定。
各饺制螺栓孔与铰制螺栓的配合应符合CB22876中的第23条规定。3.4.3
轴系各对刚性法兰的配对连接应符合CB228--76中的第21条规定。3.4.4前、后气胎离合器的内鼓轮与相应的连接轴法兰的配对其端面跳动和圆闹跳动均应不大于0.20mm。
3.4.5应急汽胎离合器内鼓轮与应急齿轮箱输出端法兰、外鼓轮与后中间轴的配对其端面和径向跳动量均应不大于0.20mm。
3.4.6大马力弹性离合器内鼓轮主动盘与前中间轴法兰对中偏差不大于0.05mm,大马力弹性离合器外鼓轮与空气分配器轴法兰的配对其径向跳动量不大于0.02mm。3.5橡胶减囊器和橡胶限制器的检查与测试3.5.1逐个检验减震器,其外观质量应符合相应减震器标准的要求。3.5.2乎板减震器、限制器上下平面的加工质量应符合表2规定。表2
粗髓度
平行度
平面度
主汽轮机
主减速齿轮箱
主柴油机、主电机
轴系部件
圆柱形减震器支承面和支架平面的加工要求其平面度不大于0.10mm。3.5.3
3.5.4测量每块减震器额定负荷下的变形值,并应符合相应减震器的技术要求。3.5.5根据测得的各块平板减震器的变形值,合理选择,配套使用,其配套原则为:mm
a,刚度较大的减震器配置在部件重量较大的区域,使机组重心与减震器组的刚度中心相接近。b。在轴向方向上应按变形值大小顺序排列,在横截面方向上,左、右对称的两个减震器的变形值应相等或相差最小。
C。对于同一机械所使用的减震器其变形值的最大差值不应大于该型减震器额定负荷下的平均变形值的20%。
4主机、轴系定中心
4.1船体的偏差
轴系定中心期间。
4.2照光定位
4.2.1照光仪器中心的偏差
CB/Z209—84
投射仪十字线和前后基点光靶十字线重合,允许偏差按表3规定。表3
投射仪与对光板距离,m
两十字线的允许偏差,mm
4.2.2轴壳中心的确定
确定轴壳和隔壁围栏中心定位块或基准圆,各道轴壳加工后的厚度差及基座高度应符合图纸要求。4.2.3光学投射仪定位
调整装在汽轮机减速齿轮箱后法兰端或柴油机曲轴前后法兰端上的投射仪,使其中心与主机(汽轮机减速齿轮箱或柴油机)的旋转中心重合,其不同心度允许偏差按表4之规定。4.2.4主机、主电机定位
使安装在主机(汽轮机减速齿轮箱或柴油机)上的投射仪十字线及安装在主机上的对光板十字线与轴系安装中心线上的对光板十字线重合,允许偏差按表4之规定。表4
投射仪与对光板之距离,m
两十字线间允许偏差,mm
4.3柴油机、主电机的偏差
柴油机、主电机的横倾不大于土3mm;主减速齿轮箱的横倾不大于0.25mm/m。4.4孔中心线的确定
瞩轴壳、隔壁围栏的镗孔中心线应按初次定位的主机(汽轮机减速齿轮箱或柴油机)上投射仪中心线对中定位,其投射仪十字线与对光板十字线应完全重合。5轴壳、隔壁围栏镗孔
5.1轴壳及围栏的镗孔
根据照光定位所确定的鐘削圆,检查圆(或定位块)镜孔,要求:a.
圆度不大于0.025m;
圆柱度不大于0.05mm
表面粗髓度3/,
前轴壳的端面跳动量不大于0.20mm。5.2
隔壁填料函围栏的镗削要求
表面粗糙度
端面跳动量不大于-0.5mm。
轴壳和围栏的镗孔中心附加量
由于瞩轴下沉量的影响,轴壳和围栏的孔对于:3、橡胶轴承:应将内孔中心线相对于轴系的安装中心线平行上移/2,或将主机轴系之各机械设备的安装位置下降3/2。
CB/Z209-84
b,铁木轴承:在镗削铁梨木内孔时其内孔中心线应平行上移3/2。注:3为螺旋轴与轴承间的总间隐值。5.4复光检查
复光检查各轴壳链孔同轴度,允许偏差不大于0.2mm。6调整垫片的加工
6.1安装于减震器上的调整垫片厚度应等于测量的间隙值及考虑工作负荷下的弹性变形值、永久变形值和瞩轴下沉量等因素。
注:如第5.3条中已计入舰轴下沉量的因素,则本节中不再考虑。6.2垫片加工的技术要求
a厚度不小于12mmg
b.表面粗糙度
长度和宽度公差±3mm;
d,厚度公差不大于0.03mm。
7主机、轴系的安装
7.1安装前检查
安装前应对铁梨木轴承,橡胶轴承与衬套的贴合情况及表面质量作外观检查。7.2轴壳的加工
按轴壳内孔实际尺寸加工衬套外圆,要求:a。表面粗糖度为/,
b.圆度不大于0.025n:m;
c.圆柱度不大于0.05am。
7.3衬套压配
衬套压入轴承壳时其贴合面上应涂含油白漆,压配时应保证上下位置的正确,铁梨木轴承压入后要求及时保养。
7.4船轴、螺旋桨轴的安装
瞩轴安装定位后应旋转1~2周,要求麗轴、螺旋浆轴在轴承内的上部间隙符合图纸规定的要求,其两侧的间隙应均匀,轴承与轴的贴合度、在距轴承端面50mm长度范围内用0.50im塞尺不得插入。7.5轴向定位
轴系的轴向定位尺寸应符合图纸要求,作为嵌补轴的中间轴其实际长度在轴系安装时测定。7.6鼠轴填料箱的安装
瞩轴填料箱按瞩轴轴颈定中心,要求:a,填料箱壳体内孔中心偏差不大于0.2mm;或其壳体端面相对轴中心线在半径长度上的垂直度不大于0.1amz
碳精环中心偏差不大手0.2mm
碳精环、橡胶环的轴向安装尺寸符合图纸中的规定;c.
填料函压紧衬套与瞩轴间的四周间隙应大致相等,并留有压紧余量;e.
齿轮传动压紧装置的转动应灵活。7.7隔壁填料安装
7.7.1压紧衬套与轴颈之间的间隙在端面全阅周口上均匀。7.7.2桂
橡胶密封环对轴压紧后其局部间不大于0.05mm。CB/Z 209—84
7.8安装在减震强上的主机及轴系机械的安装固定7.8.1凡安装在减震器和调整垫片上的机械在定位后不得任意移动,在必须移动时,应先抬高机械使其底座脱离减震器和挚片后方能作业。7.8.2固定用螺栓与机械地脚螺栓孔应有间隙。7.8.3平板减震器在基座上安装时,不允许突出到基座面板边缘之外。7.8.4机械与减震馨、减震器与基座连接之前,橡胶减震器与基座面板及调整垫片的贴合面、调整垫片和机脚间的贴合面之间隙不应大于0.10mm(在圆周的三分之局部范围内允许达0.2mm)且其寒尺插入深度不得大于35mm。
7.8.5弹贫减震器与基座面板及调整垫片的贴合、调整垫片与机座的贴合其间均不得大于0.2mm。7.8.6圆柱形减震器固定后其圆柱销应能自由地拔出和装入,无卡阻现象,其基座与调整垫片、调整垫片与减震器支承面的配合间隙允许为0.2m,且塞尺的插入深度不应大于20m。7.8.7安装橡胶限制器时,应保证限制器不承受任何载荷。7.9安装在模形垫片上轴系机械的安装固定7.9.1楔形垫片与基座面板及机脚的贴合度,用涂色油法检查,要求在25×25血m的面积上其色油斑不少于4点,且分布均勾。
7.9.2螺栓紧固前,配合面之间隙不应大于0.05mm(在圆周的三分之一局部范围内允许达0.10mm),且塞尺插入深度不得大于15mm。7.9.3调整楔形垫片与止推顶铁、推力轴承机脚之间的间隙不得大于0.05mm。7.10刹轴器的安装
刹轴器压紧时刹轴带与轴法兰边缘之间的间隙应不大于0.10mm,局部范围内允许达0.3mm,其范围不得超过周长的三分之一。刹轴器松开时制动板条不得与轴联轴节、推力轴法兰相。7.11电动转速衰传感器的安装要求a.
主动齿轮两半不允许有偏移。
两齿轮轴中心线的平行度在100mm长度范围内应不大于0.3mm,b.
两齿轮端面相互偏移应不大于1mmc.
齿轮传动应灵活,啮合应平稳。7.12
螺栓的技术要求
设备的铰制螺栓的数量应符合图纸要求,a.
b.基座背面与螺栓头接触平面处须刮平,表面粗糙度为12.5机座和基座上,局部间隙应不大于0.05mm螺栓头和螺母的贴合面应紧靠在C。基座所有螺栓孔中心线与面板边缘的距离不应小于螺孔直径的1.5倍。8主机和轴系校中安装的验收
8.1主机、轴系校中安装的验收在各机械与基座固定后进行。表5各连接处在垂直面和水平面上的曲折和偏移联轴
刚性联轴节
弹性联轴节
气胎离合器
大马力轮胎离合器
CB/Z209--84
8.2主机、轴系各联接部件用直尺和厚薄规法或指针法检查轴线中心的曲折和偏移,其要求按表5之规定。
注:轴与推力轴校中时应考患崛轴自重产生的偏移和曲折量。8.3经航离合器从动皮带轮相对推力轴之校中其允许偏差为:a.
径向偏移不大于0.20mm;
曲折不大于0.30mm/m。
经航电机中心线相对轴系中心线的校中其允许偏差为:8.4
要求。
两个皮带轮端面偏移不大于11m
平行度不大于1nmm
经航电机横倾+4°~6°
三角皮带必须均匀拉紧。
柴油机最后安装固定后各缸臂距差应符合相应主机说明书中的要求。轮胎离合器轴向间隙和径向间隙、中间轴承及空气分配器轴承的轴径与轴瓦的间隙应符合图纸螺旋浆和导流罩之环形间应均匀,其闻隙允差为土2mm。附加说明:
本标准由造船工艺专业组提出,由中国船舶工业总公司十一所归口。本标准由激海造船厂负责起草。本标准主要起草人王正、胡政文。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。