JB/T 7956.3-1999
基本信息
标准号: JB/T 7956.3-1999
中文名称:1:50锥度销子铰刀 第 3 部分:锥柄机用铰刀
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1999-05-20
实施日期:2000-01-01
作废日期:2010-01-20
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>25.100切削工具
中标分类号:机械>>工艺装备>>J41刀具
出版信息
页数:4 页
标准价格:8.0
相关单位信息
归口单位:全国刀具标准化技术委员会
标准简介
JB/T 7956.3-1999
标准图片预览
标准内容
ICS 25.100.30
中华人民共和国机械行业标准
JB/T7956.1~7956.3-—1999
1:50锥度销子铰刀
1999-05-20发布
国家机械工业局
2000-01-01实施
1B/T79号6.3—1999
本标准是对JB/T7956.3—95(原GB1138·84】堆柄机用:50销度销于饺刀》的修订、修订时权设有关规定进行了缩性悠改,控术内容未效变。原标准非等效采用围际标准15034671975《奠氏链恢机用锂度钨了较刀3小标准是BT795661:50维度销子敏万》案列标准的--部分,该系列标准包括以F三部分JBT79561一19991:50堆度消子段力第1部分:手用数刀JB/T7956.2—1559:50继度销敏第2部分:手用长载.几JB7956.3—19991:50维度销广钦刀第9部分:锥钠机用轻斤本标准白实筛之H起代JB/T7956.3.-95本标推内全国刀具标准化技术委的会提出并口。本标滨负责起草单设:成部工具新研究所。本标准主要起草人:陆美英、樊孕。范围
中华人民共和国机械行业标准
1=50锥度销子铰刀
第3部分:锥柄机用铰刀
JE/T7956.3—1999
代带B/7956.3-95
本标准规定了维柄机用【:50维度销子较刀的数式有尽寸、技术要求,性能试验标志和包装等基要求。
在标准游用于直径为5~50mm的维摘机压1:50罐感销子钦刀。引用标准
下列标准所包含的条文,道过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标烂的各方应探讨使用下创标确最新版水的可能性,GE门[443-1996机床和工其用自来圆鲜3型式和尺寸
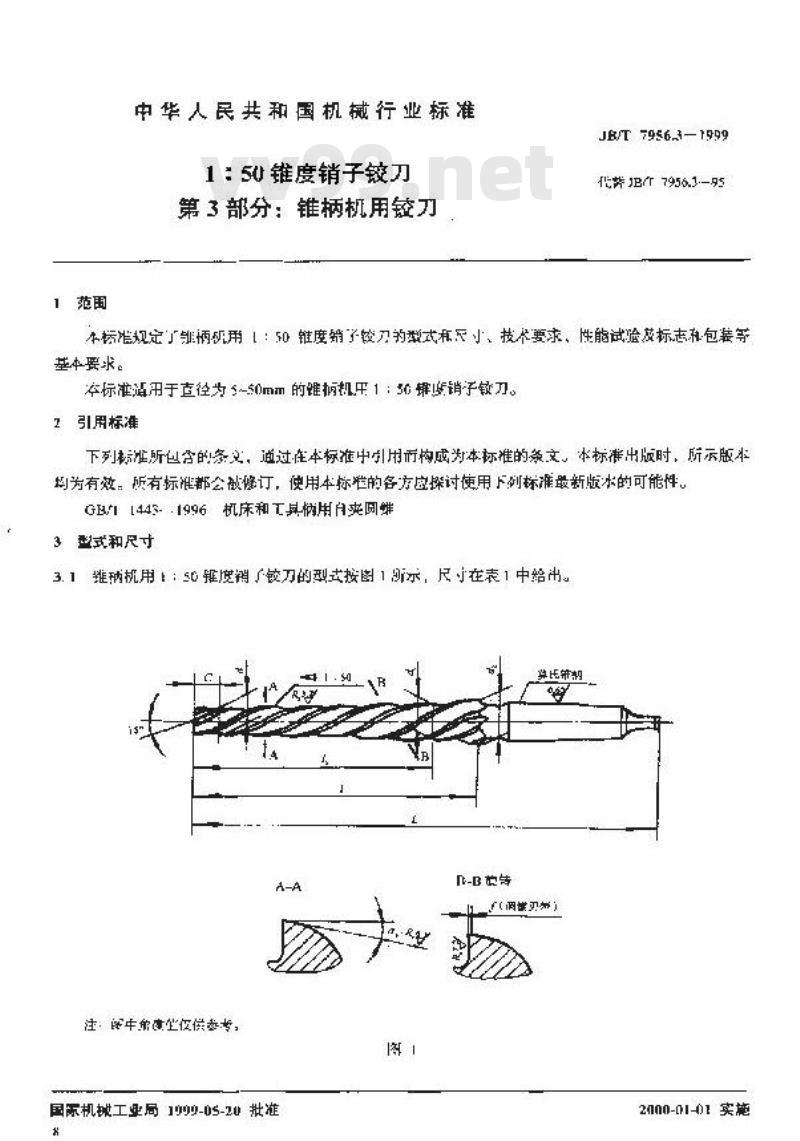
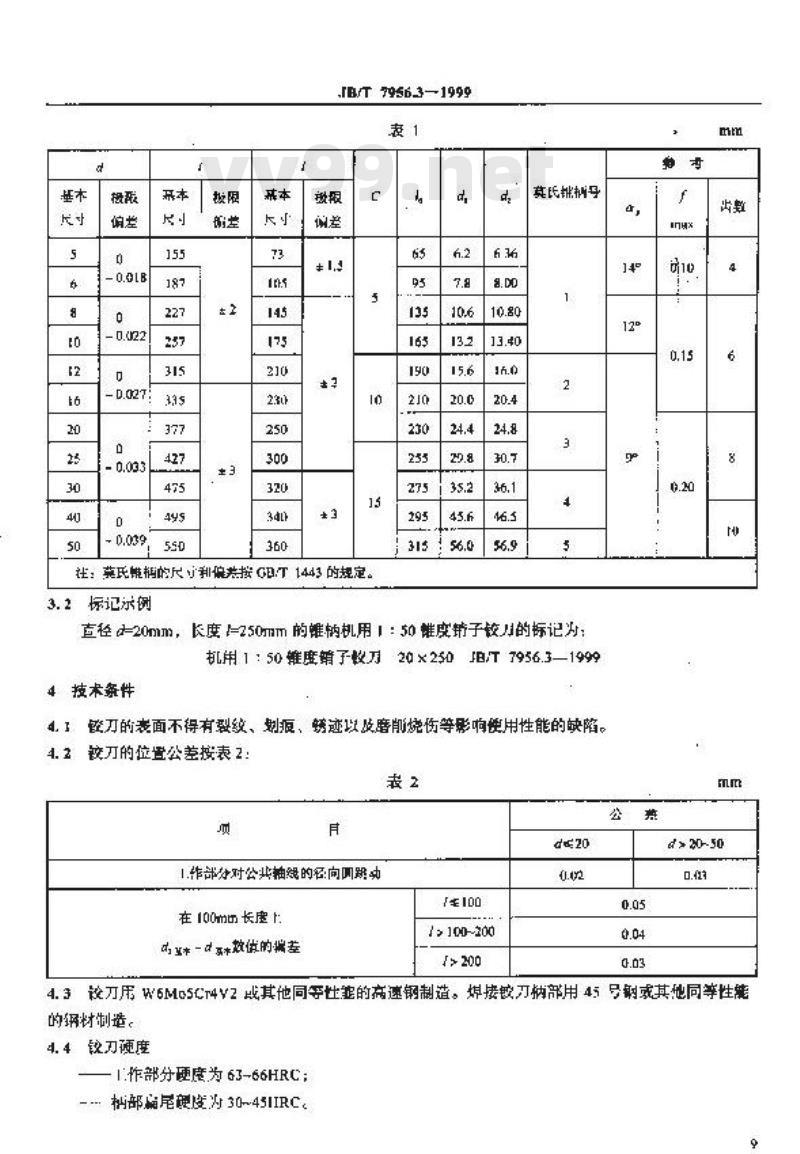
3.1维纳机用:50锥度销了铰刀的型式按图1所示,尺寸在表1中给出。06
注:的年第生仅供参专,
国际机械工业局1-05-20批准
[-B英等wwW.vv99.Net
(因买)
2000-01-01 实施
[B7956.3-1999
社:莫氏懂桐的尺√和偏热按GB/T1443的规定。标记系例
莫氏挑树号
直径(=20mm,长度=250mm的维柄机用1:50催度铲子铰月的标记为:机用1:50维度箱子收万20×250拍/T7956.3—19994技术条性
4.1链刀的表面不得有裂纹、划痕、锈迹以磨期烧伤等影响用性能的缺陷。4.2较刃的位置公差按表2:
1.作部分对公共抽线的径:向圆距动在100mm长座
效值的端差
1100~200
d>20~50
4.3校刀用W6Mo5CT4V2或其他同等灶范的高速钢制道。焊接镀刀柄部用45号钢或其他同等性能的钢材制造。
4.4饺刀硬度
1.作部分硬度为63~66HRC;
:抛部脂尾硬度为30~451IRC。
5性能试验
JE956.3-1999
5.1试验材料两45号钢,其理度为170-200118。5.2试验前应预先用等于较刀基本直格检的钻头钻孔。本直轻等于和大于20mm的饺刀充计成阶梯孔,
5.3试验用冷却减为乳化池求溶液,5.4试验切削规范按表3:
般力基公卓径
切潮速盘
第转走力长
敏扎弹度
5.5经性能试验后较孔表面粗精度为R,63μm,较刀不得有崩灯和显等的磨炖现繁。6标志和包装
.h. t 标恶,
6.!较刀上应林态:
a)制造厂或销售商的商标:
6)铰刀基本直径和\作部分长座、链度c高速钢代号。
6.1.2包装录上应标志:
a)厂或销售商名称、地址和商标;b)饺刀标记;
e)高速钢代号或牌号;
d)件激:
e)制造年月,
6.2包装
铰刀在包装前应经助锈处理,包装必测牢靠,并能防止运输过程中的抵动。0
敏托效见
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/T7956.1~7956.3-—1999
1:50锥度销子铰刀
1999-05-20发布
国家机械工业局
2000-01-01实施
1B/T79号6.3—1999
本标准是对JB/T7956.3—95(原GB1138·84】堆柄机用:50销度销于饺刀》的修订、修订时权设有关规定进行了缩性悠改,控术内容未效变。原标准非等效采用围际标准15034671975《奠氏链恢机用锂度钨了较刀3小标准是BT795661:50维度销子敏万》案列标准的--部分,该系列标准包括以F三部分JBT79561一19991:50堆度消子段力第1部分:手用数刀JB/T7956.2—1559:50继度销敏第2部分:手用长载.几JB7956.3—19991:50维度销广钦刀第9部分:锥钠机用轻斤本标准白实筛之H起代JB/T7956.3.-95本标推内全国刀具标准化技术委的会提出并口。本标滨负责起草单设:成部工具新研究所。本标准主要起草人:陆美英、樊孕。范围
中华人民共和国机械行业标准
1=50锥度销子铰刀
第3部分:锥柄机用铰刀
JE/T7956.3—1999
代带B/7956.3-95
本标准规定了维柄机用【:50维度销子较刀的数式有尽寸、技术要求,性能试验标志和包装等基要求。
在标准游用于直径为5~50mm的维摘机压1:50罐感销子钦刀。引用标准
下列标准所包含的条文,道过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标烂的各方应探讨使用下创标确最新版水的可能性,GE门[443-1996机床和工其用自来圆鲜3型式和尺寸
3.1维纳机用:50锥度销了铰刀的型式按图1所示,尺寸在表1中给出。06
注:的年第生仅供参专,
国际机械工业局1-05-20批准
[-B英等wwW.vv99.Net
(因买)
2000-01-01 实施
[B7956.3-1999
社:莫氏懂桐的尺√和偏热按GB/T1443的规定。标记系例
莫氏挑树号
直径(=20mm,长度=250mm的维柄机用1:50催度铲子铰月的标记为:机用1:50维度箱子收万20×250拍/T7956.3—19994技术条性
4.1链刀的表面不得有裂纹、划痕、锈迹以磨期烧伤等影响用性能的缺陷。4.2较刃的位置公差按表2:
1.作部分对公共抽线的径:向圆距动在100mm长座
效值的端差
1100~200
d>20~50
4.3校刀用W6Mo5CT4V2或其他同等灶范的高速钢制道。焊接镀刀柄部用45号钢或其他同等性能的钢材制造。
4.4饺刀硬度
1.作部分硬度为63~66HRC;
:抛部脂尾硬度为30~451IRC。
5性能试验
JE956.3-1999
5.1试验材料两45号钢,其理度为170-200118。5.2试验前应预先用等于较刀基本直格检的钻头钻孔。本直轻等于和大于20mm的饺刀充计成阶梯孔,
5.3试验用冷却减为乳化池求溶液,5.4试验切削规范按表3:
般力基公卓径
切潮速盘
第转走力长
敏扎弹度
5.5经性能试验后较孔表面粗精度为R,63μm,较刀不得有崩灯和显等的磨炖现繁。6标志和包装
.h. t 标恶,
6.!较刀上应林态:
a)制造厂或销售商的商标:
6)铰刀基本直径和\作部分长座、链度c高速钢代号。
6.1.2包装录上应标志:
a)厂或销售商名称、地址和商标;b)饺刀标记;
e)高速钢代号或牌号;
d)件激:
e)制造年月,
6.2包装
铰刀在包装前应经助锈处理,包装必测牢靠,并能防止运输过程中的抵动。0
敏托效见
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。