GB/T 12966-1991
基本信息
标准号: GB/T 12966-1991
中文名称:铝合金电导率涡流测试方法
标准类别:国家标准(GB)
英文名称:The method for electrical conductivity measurement of aluminium alloys by use of eddy current
标准状态:已作废
发布日期:1991-06-04
实施日期:1992-03-01
作废日期:2008-12-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>金属材料试验>>77.040.20金属材料无损检测
中标分类号:冶金>>金属理化性能试验方法>>H21金属物理性能试验方法
出版信息
出版社:中国标准出版社
书号:155066·1-8387
页数:出版社:
标准价格:10.0
出版日期:1991-12-01
相关单位信息
首发日期:1991-06-04
复审日期:2004-10-14
起草人:陈小泉、柴世昌、侯庆斌、徐可北、任启运
起草单位:航空航天部621所
归口单位:中国有色金属工业总公司标准计量研究所
提出单位:航空航天工业部航空材料、热工艺标准化技术归口单位
发布部门:国家技术监督局
主管部门:中国有色金属工业协会
标准简介
本标准规定了测试铝合金电导率所用涡流设备、方法以及操作要求等内容。本标准适用于涡流测试法无损检测铝合金原材料和制件的电导率。与其它试验方法结合,可间接鉴别产品的热处理状态和性能(如组织均匀性、机械性能、时效状态、过烧程度和抗应力腐蚀性能等)。本方法可在铝合金原材料和制件的局部表面上测得电导率,适用于批量产品的快速质量检验。
标准图片预览



标准内容
中华人民共和国国家标准
铝合金电导率涡流测试方法
Thc mcthod for electrical conductivity measurementof aluminum alloys by use of eddy current1主题内容与适用范围
GB/T 12966 --91
本标准规定了测试铝合金电导率所用涡流设备,方法以及操作要求等内容。本标准适用于涡流测试法无损检测铝合金原材料和制件的电导率。与其它试验方法结合,可间接鉴别产品的热处理状态和性能(如组织均匀性、机械性能、时效状态、过烧程度和抗应力腐蚀性能等)本方法可在铝合金原材料和制件的局部表面上测得电导率,适用于批量产品的快速质量检验。2引用标准
GB9445无损检测人员技术资格鉴定通则3方法原理
当载有确定频率和振幅交流电的线圈接近导电体表面时,线圈中交流电产生的交变磁场在导电体表面和近表面感应产生涡流。感生涡流的磁场反作用于线圈,这种反作用的大小与导电体表面和近表面的电导率有关。通过以电导率单位标定的仪器可直接测出非磁性导电体的电导率涡流法测试电导率受许多因素影响,如试件的形状尺和表面状态、探头与试件表面的间隙、环境温度波动、铁磁性金属和强磁场、探头交变磁场的“趋肤效应”等。本标准中对此作了相应的规定。4术语
4.1体积电导率(简称电导率)volumeconductivity单位横截面积、单位长度金属导体的电阻值,称为体积电阻率。定义体积电阴率的倒数为体积电导率,用符号表示。电导率的国际单位制单位为兆西门子每米(MS/m),另一常用的电导率单位为国际退火铜标准电导率的百分数(%IACS),它们的换算关系如下:1%1ACS -- 0. 58MS/m
1MS/m- 1. 724%IACSwww.vv99.net
两种单位制电导率的对照表见附录A(补充件)。4.2标准透入深度standard depth of penetration在电磁检测中,涡流密度在一个形状均匀的导电体内降至表面上密度的1/(约37%)处的深度使用60kHz工作频率的涡流仪器,对于非铁磁性导体,计算标准透入深度的公式为: = 2. 3
式中.试件的电导率.MS/m;
国家技术监督局1991-06-04批准136
.(1)
1992.0301实施
8一标准透入深度,mm。
GB/T 12966-:91
4.3有效透人深度effectivedepth of penetration在涡流检测中,根据选用的频率相对应的不再能测出厚度方向质量信息的最小深度。4.4提离效应lift-off effect
试件和探头线圈之间距离等因素的改变引起磁性耦合变化,从而导致电磁检测系统输出量产生变化的现象。
4.5边缘效应edge effect
在涡流检测中,由于试件几何形状的突变(如边界、孔洞、台阶等)前引起涡流扰动的现象。4.6灵敏度sensitivity
给定方法和仪器所能检测出的最小差值或变化。4.7分辨率resolution
仪器能够雅确显示的最小有效读数4.8稳定性stability
仪器测量指示值在…·定时间间隔内的变动。4.9曲面修止系数correction factors for cambers曲面上测得的电导率换算成相应平面上直接测得的真实电导率所用的转换系数。5电导仪和标准试块
5.1电导仪
5.1.1凡符合或优丁5.1.3条性能要求的电导仪均可使用。本标准中有关重要数据的规,如提离效应、铝合金板材的有效透入深度、边缘效应、曲面修正系数等,仅适用于频率为60kHz的推荐型号涡流电导仪,见附录B(补充件)。
5.1.2电导仪的测试范围不小于14~25MS/m。5.1.3电导仪应具有以下性能:
灵敏度应达到6.2.1条要求;
稳定性应达到6.2.2条要求;
提离效应应达到6.2.3条要求;
在整个电导率测试范围内具有0.2MS/m的分辨率;d.
用低值和高值标块校准电导仪后,对中间值标块进行测试,其测试平均值与该标块标称值之差e.
应不大于±0.2MS/m。
5.1.4仪器每12个月应送计量部门或计量归口单位检定一次。在有效使用期限内,检定合格的电导仪应具有所要求的精密度。
5.2电导率标准试块(简称标块)5.2.1标块量值由计量部门或计量归口单位统传递。5.2.2标块每12个月应送计量部门或计量归口单位检定一次。5.2.3标块通常配备三块(必要时可根据需要增加)。其中低值标块的电导率在14MS/m左右,高值标块的电导率在25MS/m左右。
6测试要求
6.1测试人员要求
测试人员必须按GB9445取得技术资格签定证书6.2电导仪校验
6.2.1开启仪器,预热至少15min,按仪器说明书操作。用低值和高值标块校准电导仪读数。校准时将37
GB/T 12966-91
探头平稳地置于标块上,转动电导率刻度盘,使平衡电表指针示“零”,微动电导率刻度盘,微动量为电学率刻度盘的一个最小分格,平衡电表指针有明显摆动,则仪器灵敏度正常。6.2.2用非金属夹具将探头固定在电导率约为20MS/m的标块上,转动电导率刻度盘·使平衡电表指针示“零”。持续30min,示“零”指针偏摆量不得超过表头满刻度的二十分之--(!档灵敏度位置)6.2.3将探头置于电导率约为20MS/m的标块上,标块与探头之间分别放置25um.50um,75um厚的聚脂薄膜,再进行测量。三次测量值的平均值与标定值的偏差不大于土0.2MS/m,6.3测试准确度
按6.2条校验合格的电导仪,在校准范围内,对试件的测试准确度可达到士0.6MS/m,6.4仪器的自检
仪器须由具有止级以上资格证书的检测人员每四个月按5.1.3条进行自检一-次。自检不台格的仪器或标块,送计量部门或计量归口单位检定。6.5环境控制
6.5.1电导仪、标块应在无腐蚀、无电磁场干扰的环境中保存和使用。6.5.2电导仪的工作温度范围为0~40℃。测试尽可能在室温(20士3℃)下进行。探头、仪器、标块及试件彼此之间的温度不大于3℃。测试应远离暖气片、风扇、火炉,避免阳光直射。手持探头时间尽可能短。切用手指触摸探头端部、标块和试件的测试部位。6.5.3标块、探头表面如有油脂、灰尘等污物,应清除干净。6.5.4仪器、探头要防止受振动、碰撞,标块表面切息划伤。6.6对试件的要求
6.6.1直接测量的试件
6.6.1.1试件表面测试部位粗糙度参数R不大于6.3um,无包铝层、电镀层、腐蚀斑,灰尘和油脂等。6.6.1.2测试部位厚度应不小于有效透入深度。铝合金板材的有效透入深度约为标准透入深度的2.6倍,一般规定为1.5mm。
6.6.1.3测试部位宽度应不小于探头直径的1.5倍,一般应人于18mm,6.6.1.4曲面试件的凹面曲率半径应不小于250mm,凸面曲率半径应不小于75mm。试件表面的非导电覆盖层(如阳极氧化膜、油漆层等)厚度应不人于75um。6.6.1.5
测试面的机械加工应在摔火前进行。6. 6. 1.7
变形铝合金的测试面应平行于流线方向。6.6.2.比较测量的试件
不符合6.4.1.2、6.4.1.3和6.4.1.4条规定的试件应按比较测量法进行。6.6.2. 1
6.6.2.2比较测量法应满足下列条件:a
应用合金牌号和状态与试件相同的试样确定电导率的修正系数。用于确定电导率修正系数的试样,其真实电导率为已知或可以测知。b.
试样的电导率应有良好的稳定性。c.
6.6.2.3试件的测试面应符合6.6.1.6和6.6.1.7的规定。7操作方法
7.1开启仪器,预热15min后校推仪器。在连续使用电导仪情况下,应每隔15min重新校准次。7.2探头应平稳地置于试件表面的测试部位上。对于小尺寸试件,探头应置子平整区城叶心进行测量,以避免边缘效应
7.3根据试件大小形状及表面状态,至少选择3~5个测试部位进行测量,并读取各部位的电导率测试值。
7.4对于厚度不一致的试件(锻件、挤压件等),其最薄及最厚处为必测点。438
GB/T12966·-91
7.5对于板材,应在中心处和接近边角处等有代表性部位进行测量。7.6裸面管、棒试件(直径20~~120mm)的测试:7.6.1测试时,将探头放在试件曲面上,微摆探头,仪器指针偏摆最大值当作探头在而面的让确简置,用电导率刻度盘平衡该值示零,读出曲面上的视在电导率。7.6.2将测出的视在电导率除以附录B中相应尺寸直径的修正系数,邸得出真实电导率7.7厚度小于有效透入深度的无包铝或无覆盖层板材,电导率真实值可用同牌号同状态的薄板叠加店测量。叠层厚度不小于1.5mm,各层间必须紧贴,且能互换测量。7.8包铝层较薄的板材可采用比较测量法。包铝层超过规定厚度而影响接收/拒收”判定,或测量绍果无比较意义时,需周部清除包铝层后进行洲量。7.9试件表面非导电层厚度超过75um时,仪器测试精密度和精确度随膜厚增加而降低。如能预光确定电导率修正系数,则可采用比较测量法。7.10厚度大于1.5mm而宽度小于18mm的窄条试件,如能确定电导率修正系数,则可采用比较量法。
8试验报告
根据具体试件和测试要求编写试验报告栏目和格式。一般应包括:8.1
本标准号:
合金牌号、规格,
热处理状态:
炉批号;
测试部件;
表面状况;
环境温度;
使用仪器的型号及编号;
标块及其检定口期;
测试结果(包括测试数据和评语);检测人员与校核人员签字。
8.2持有无损检测涡流专业Ⅱ、Ⅲ级技术资格证书的人员可签发试验报告。439
GB/T12966—91
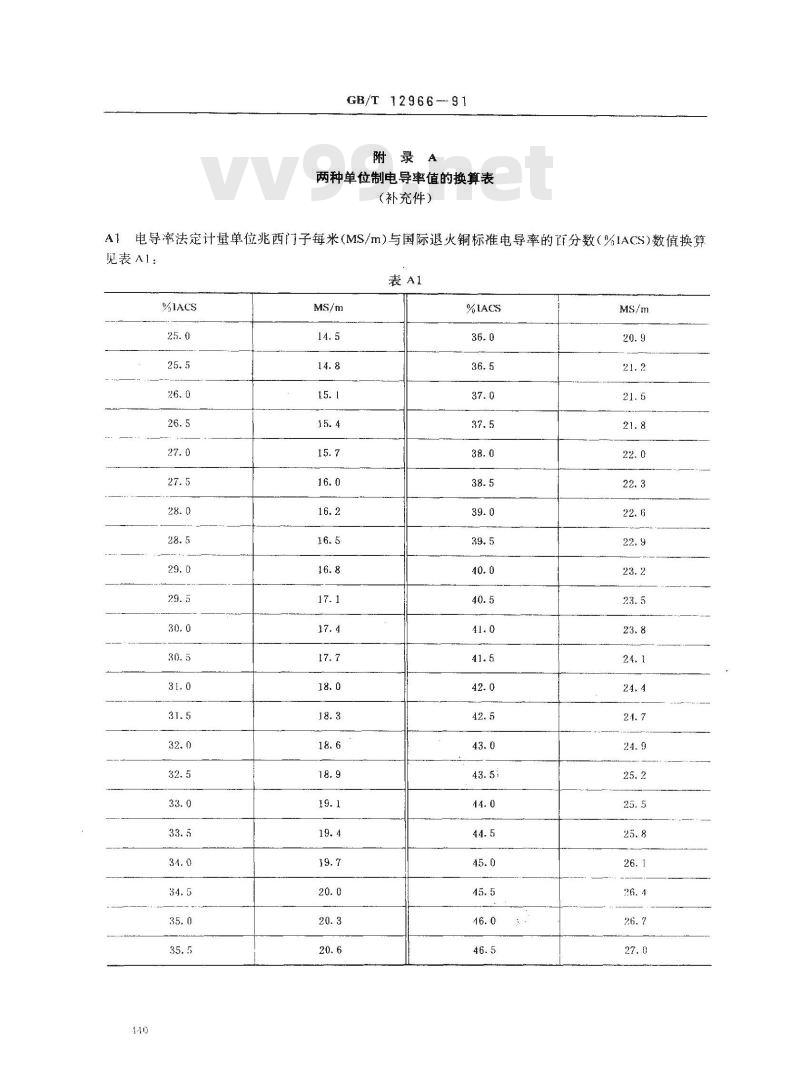
附录A
两种单位制电导率值的换算表
(补充件)
电导率法定计量单位兆西门子每米(MS/m)与国际退火铜标准电导率的百分数(%1ACS)数值换算A1
见表入1:
GB/T12966-
附录B
铝合金电导率的曲面修正系数
(补充件)
B1本附录所列铝合金电导率曲面修正系数的公式及计算值,仅适用于推荐型号(sigmatest 2.06i7型或国产同类型)涡流电导仪。
B2直径Φ20mm~120mm裸面铝合金管、棒材电导率的修正系数公式如l下:n(o)exp
式中:管、棒材(外)直径,mm;h
8,一——修正因子。对于不同直径范围的曲面,,t分别取不同的修正因子,具体数值见表B1;n(e)
一修正系数,即该曲面上电导率测试值与平上测得的真实的电导率值之比,表B1
直径邮,mm
注:对于Φ=50mm时,分别取两组不同的3、1代入公式(B1)计算n(),再求其平均值即修正系数,B3某些直径的铝合金管、棒材电导率的修正系数,见表B2。表B2
直径,mm
直径,mm
直径,mm
附加说明:
GB/T12966--91
本标准由航空航天工业部航空材料、热工艺标准化技术归门单位提出。本标准由中国有色金属工业总公司标准计量研究所归!。本标准由航空航天工业部第六二研究所负责起草,有色金属工业总公司东北轻合金加工)参训起草。
本标准主要起草人陈小泉、柴世昌、侯庆斌、徐可北、任启运112
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
铝合金电导率涡流测试方法
Thc mcthod for electrical conductivity measurementof aluminum alloys by use of eddy current1主题内容与适用范围
GB/T 12966 --91
本标准规定了测试铝合金电导率所用涡流设备,方法以及操作要求等内容。本标准适用于涡流测试法无损检测铝合金原材料和制件的电导率。与其它试验方法结合,可间接鉴别产品的热处理状态和性能(如组织均匀性、机械性能、时效状态、过烧程度和抗应力腐蚀性能等)本方法可在铝合金原材料和制件的局部表面上测得电导率,适用于批量产品的快速质量检验。2引用标准
GB9445无损检测人员技术资格鉴定通则3方法原理
当载有确定频率和振幅交流电的线圈接近导电体表面时,线圈中交流电产生的交变磁场在导电体表面和近表面感应产生涡流。感生涡流的磁场反作用于线圈,这种反作用的大小与导电体表面和近表面的电导率有关。通过以电导率单位标定的仪器可直接测出非磁性导电体的电导率涡流法测试电导率受许多因素影响,如试件的形状尺和表面状态、探头与试件表面的间隙、环境温度波动、铁磁性金属和强磁场、探头交变磁场的“趋肤效应”等。本标准中对此作了相应的规定。4术语
4.1体积电导率(简称电导率)volumeconductivity单位横截面积、单位长度金属导体的电阻值,称为体积电阻率。定义体积电阴率的倒数为体积电导率,用符号表示。电导率的国际单位制单位为兆西门子每米(MS/m),另一常用的电导率单位为国际退火铜标准电导率的百分数(%IACS),它们的换算关系如下:1%1ACS -- 0. 58MS/m
1MS/m- 1. 724%IACSwww.vv99.net
两种单位制电导率的对照表见附录A(补充件)。4.2标准透入深度standard depth of penetration在电磁检测中,涡流密度在一个形状均匀的导电体内降至表面上密度的1/(约37%)处的深度使用60kHz工作频率的涡流仪器,对于非铁磁性导体,计算标准透入深度的公式为: = 2. 3
式中.试件的电导率.MS/m;
国家技术监督局1991-06-04批准136
.(1)
1992.0301实施
8一标准透入深度,mm。
GB/T 12966-:91
4.3有效透人深度effectivedepth of penetration在涡流检测中,根据选用的频率相对应的不再能测出厚度方向质量信息的最小深度。4.4提离效应lift-off effect
试件和探头线圈之间距离等因素的改变引起磁性耦合变化,从而导致电磁检测系统输出量产生变化的现象。
4.5边缘效应edge effect
在涡流检测中,由于试件几何形状的突变(如边界、孔洞、台阶等)前引起涡流扰动的现象。4.6灵敏度sensitivity
给定方法和仪器所能检测出的最小差值或变化。4.7分辨率resolution
仪器能够雅确显示的最小有效读数4.8稳定性stability
仪器测量指示值在…·定时间间隔内的变动。4.9曲面修止系数correction factors for cambers曲面上测得的电导率换算成相应平面上直接测得的真实电导率所用的转换系数。5电导仪和标准试块
5.1电导仪
5.1.1凡符合或优丁5.1.3条性能要求的电导仪均可使用。本标准中有关重要数据的规,如提离效应、铝合金板材的有效透入深度、边缘效应、曲面修正系数等,仅适用于频率为60kHz的推荐型号涡流电导仪,见附录B(补充件)。
5.1.2电导仪的测试范围不小于14~25MS/m。5.1.3电导仪应具有以下性能:
灵敏度应达到6.2.1条要求;
稳定性应达到6.2.2条要求;
提离效应应达到6.2.3条要求;
在整个电导率测试范围内具有0.2MS/m的分辨率;d.
用低值和高值标块校准电导仪后,对中间值标块进行测试,其测试平均值与该标块标称值之差e.
应不大于±0.2MS/m。
5.1.4仪器每12个月应送计量部门或计量归口单位检定一次。在有效使用期限内,检定合格的电导仪应具有所要求的精密度。
5.2电导率标准试块(简称标块)5.2.1标块量值由计量部门或计量归口单位统传递。5.2.2标块每12个月应送计量部门或计量归口单位检定一次。5.2.3标块通常配备三块(必要时可根据需要增加)。其中低值标块的电导率在14MS/m左右,高值标块的电导率在25MS/m左右。
6测试要求
6.1测试人员要求
测试人员必须按GB9445取得技术资格签定证书6.2电导仪校验
6.2.1开启仪器,预热至少15min,按仪器说明书操作。用低值和高值标块校准电导仪读数。校准时将37
GB/T 12966-91
探头平稳地置于标块上,转动电导率刻度盘,使平衡电表指针示“零”,微动电导率刻度盘,微动量为电学率刻度盘的一个最小分格,平衡电表指针有明显摆动,则仪器灵敏度正常。6.2.2用非金属夹具将探头固定在电导率约为20MS/m的标块上,转动电导率刻度盘·使平衡电表指针示“零”。持续30min,示“零”指针偏摆量不得超过表头满刻度的二十分之--(!档灵敏度位置)6.2.3将探头置于电导率约为20MS/m的标块上,标块与探头之间分别放置25um.50um,75um厚的聚脂薄膜,再进行测量。三次测量值的平均值与标定值的偏差不大于土0.2MS/m,6.3测试准确度
按6.2条校验合格的电导仪,在校准范围内,对试件的测试准确度可达到士0.6MS/m,6.4仪器的自检
仪器须由具有止级以上资格证书的检测人员每四个月按5.1.3条进行自检一-次。自检不台格的仪器或标块,送计量部门或计量归口单位检定。6.5环境控制
6.5.1电导仪、标块应在无腐蚀、无电磁场干扰的环境中保存和使用。6.5.2电导仪的工作温度范围为0~40℃。测试尽可能在室温(20士3℃)下进行。探头、仪器、标块及试件彼此之间的温度不大于3℃。测试应远离暖气片、风扇、火炉,避免阳光直射。手持探头时间尽可能短。切用手指触摸探头端部、标块和试件的测试部位。6.5.3标块、探头表面如有油脂、灰尘等污物,应清除干净。6.5.4仪器、探头要防止受振动、碰撞,标块表面切息划伤。6.6对试件的要求
6.6.1直接测量的试件
6.6.1.1试件表面测试部位粗糙度参数R不大于6.3um,无包铝层、电镀层、腐蚀斑,灰尘和油脂等。6.6.1.2测试部位厚度应不小于有效透入深度。铝合金板材的有效透入深度约为标准透入深度的2.6倍,一般规定为1.5mm。
6.6.1.3测试部位宽度应不小于探头直径的1.5倍,一般应人于18mm,6.6.1.4曲面试件的凹面曲率半径应不小于250mm,凸面曲率半径应不小于75mm。试件表面的非导电覆盖层(如阳极氧化膜、油漆层等)厚度应不人于75um。6.6.1.5
测试面的机械加工应在摔火前进行。6. 6. 1.7
变形铝合金的测试面应平行于流线方向。6.6.2.比较测量的试件
不符合6.4.1.2、6.4.1.3和6.4.1.4条规定的试件应按比较测量法进行。6.6.2. 1
6.6.2.2比较测量法应满足下列条件:a
应用合金牌号和状态与试件相同的试样确定电导率的修正系数。用于确定电导率修正系数的试样,其真实电导率为已知或可以测知。b.
试样的电导率应有良好的稳定性。c.
6.6.2.3试件的测试面应符合6.6.1.6和6.6.1.7的规定。7操作方法
7.1开启仪器,预热15min后校推仪器。在连续使用电导仪情况下,应每隔15min重新校准次。7.2探头应平稳地置于试件表面的测试部位上。对于小尺寸试件,探头应置子平整区城叶心进行测量,以避免边缘效应
7.3根据试件大小形状及表面状态,至少选择3~5个测试部位进行测量,并读取各部位的电导率测试值。
7.4对于厚度不一致的试件(锻件、挤压件等),其最薄及最厚处为必测点。438
GB/T12966·-91
7.5对于板材,应在中心处和接近边角处等有代表性部位进行测量。7.6裸面管、棒试件(直径20~~120mm)的测试:7.6.1测试时,将探头放在试件曲面上,微摆探头,仪器指针偏摆最大值当作探头在而面的让确简置,用电导率刻度盘平衡该值示零,读出曲面上的视在电导率。7.6.2将测出的视在电导率除以附录B中相应尺寸直径的修正系数,邸得出真实电导率7.7厚度小于有效透入深度的无包铝或无覆盖层板材,电导率真实值可用同牌号同状态的薄板叠加店测量。叠层厚度不小于1.5mm,各层间必须紧贴,且能互换测量。7.8包铝层较薄的板材可采用比较测量法。包铝层超过规定厚度而影响接收/拒收”判定,或测量绍果无比较意义时,需周部清除包铝层后进行洲量。7.9试件表面非导电层厚度超过75um时,仪器测试精密度和精确度随膜厚增加而降低。如能预光确定电导率修正系数,则可采用比较测量法。7.10厚度大于1.5mm而宽度小于18mm的窄条试件,如能确定电导率修正系数,则可采用比较量法。
8试验报告
根据具体试件和测试要求编写试验报告栏目和格式。一般应包括:8.1
本标准号:
合金牌号、规格,
热处理状态:
炉批号;
测试部件;
表面状况;
环境温度;
使用仪器的型号及编号;
标块及其检定口期;
测试结果(包括测试数据和评语);检测人员与校核人员签字。
8.2持有无损检测涡流专业Ⅱ、Ⅲ级技术资格证书的人员可签发试验报告。439
GB/T12966—91
附录A
两种单位制电导率值的换算表
(补充件)
电导率法定计量单位兆西门子每米(MS/m)与国际退火铜标准电导率的百分数(%1ACS)数值换算A1
见表入1:
GB/T12966-
附录B
铝合金电导率的曲面修正系数
(补充件)
B1本附录所列铝合金电导率曲面修正系数的公式及计算值,仅适用于推荐型号(sigmatest 2.06i7型或国产同类型)涡流电导仪。
B2直径Φ20mm~120mm裸面铝合金管、棒材电导率的修正系数公式如l下:n(o)exp
式中:管、棒材(外)直径,mm;h
8,一——修正因子。对于不同直径范围的曲面,,t分别取不同的修正因子,具体数值见表B1;n(e)
一修正系数,即该曲面上电导率测试值与平上测得的真实的电导率值之比,表B1
直径邮,mm
注:对于Φ=50mm时,分别取两组不同的3、1代入公式(B1)计算n(),再求其平均值即修正系数,B3某些直径的铝合金管、棒材电导率的修正系数,见表B2。表B2
直径,mm
直径,mm
直径,mm
附加说明:
GB/T12966--91
本标准由航空航天工业部航空材料、热工艺标准化技术归门单位提出。本标准由中国有色金属工业总公司标准计量研究所归!。本标准由航空航天工业部第六二研究所负责起草,有色金属工业总公司东北轻合金加工)参训起草。
本标准主要起草人陈小泉、柴世昌、侯庆斌、徐可北、任启运112
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。