CB 1060.6-1987
基本信息
标准号: CB 1060.6-1987
中文名称:钢质船体制造工时定额 装配
标准类别:船舶行业标准(CB)
标准状态:已作废
实施日期:1988-01-01
作废日期:2023-11-03
下载格式:pdf zip
标准分类号
标准ICS号: 造船和海上建筑物>>船舶和海上建筑物综合>>47.020.01造船和海上建筑通用标准
中标分类号:船舶>>船舶综合>>U02经济管理
关联标准
出版信息
页数:63页
标准价格:15.0
相关单位信息
标准简介
标准图片预览

标准内容
中国船舶工业总公司部标准
CB1060.6—87
钢质船体制造工时定额
1987—08—24发布
中国船舶工业总公司
1988—01—01实施
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元中国船舶工业总公司部标准
钢质船体制造工时定额
CB1060.6-87
分类号:U02
本标准适用于各型钢质船体制造小合拢、中合拢、大合拢的装配工时定额的查定。非船舶产品的钢结构制造装配工时定额也可参照执行。本标准工时定额包括:基本时间、辅助时间、布置工作地时间、休息与生理需要时间、准备与结束时间。
1操作内容
1.1施工前:熟悉图纸及技术工艺要求,准备必要的工具及设备等。1.2施工时;理料、除锈、吊拼、刘线、构架件安装、修割、定位焊、装加强吊环。1.3完工后:清除定位焊焊渣及垃圾,自验、缺陷修补,并提交检验。2技术要求
2.1应严格遵守有关国家标准、部标准和《船体工艺手册》的规定,按图样和工艺文件施工,并符合《钢质海船建造规范》。
2.2装配精度要求应符合CB*3195一83《中小型船舶船体建造精度》第2、5、7、8、11、12、13章有关规定及CB*3136~83《船体建造精度标准(L≥90m)》第2、4、5、6、8、9、11章中的有关规定。3修正系数K
3.1本标准工作环境:小合拢为室内,中合拢为室外,大合拢为室外水平船台。若室外小合扰,K=1,10,室内中合拢,K=0.9室外斜船台大合拢,K=1,10。3.2若装配工不从事定位焊工作,中、小合拢装配工时,K=0.75;大合找装配工时,K=0.80。3.3本标准是以5000电级以上民用船舶产品为基准制定的。建造5000吨级以下(含5000吨级)船舶产品,K=1.101.20。建造水面军用船舶产品,K=1.20~1.30;建造水下军品可参照执行。3.4本标准为首制船舶产品工时定额。凡连续批量生产的产品,从第三艘开始,K=0.90。4使用方法
4.1若一个工作物同时需用多个系数修正时,其总的修正系数K为各个修正系数K之积。4.2若需要查定的零件尺寸在标准表格中无具体规定时,可用内插法或类推法求工时定额。4.3本标准工时定额系装配工两人操作组工时,不论参加操作人员多少,均按本标准查定。4.4在数学模式中,有些影响因素量(X),不能直接用具体尺寸代入的,均采用序号、顺号和代号代替,凡是用序号、顺号代替的,可以直接从表的行和列中找到相应的序号数,计算时只要代入相应的号数即可,凡是用代号代替的,一般在表中不出现代号数,而是采用从上而下或自左至右的依次编号的方法,即用1、2、3...等,在计算时应代入相应的编号数。5压力架拼板
5.1结构型式见图1
中国船舶工业总公司1987—08-24发布1988-01-01实施
标准资料收藏家www.17bzw.cn易启标准网免费提供十方标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元5.2
工时定额见表1
表1使用说明
CB1060.6—87
引弧板
h/m(张)
o.200.210.22/0.230.230.240.24/0.250.250.26/0.26j0.270.270.270.15
操作内客:理料、吊拼、钢丝刷清锈、装引弧板、拼板、定位焊。5.3.2
吊耳安装按本标准表29查定。
5.3.3需用砂轮机除锈,拼板工时,K=1.30。5.3.4技术等级;2~3级。
5.4工时计算法:每米拼板工时乘拼缝总长加每张钢板吊拼时间乘钢板张数。5.5
数学模式
t=1715522+(8.490842E—83)*X+(—3825874E04)*X^2+(9,856994E06)*X^3+(-1.015663E-07)*X^4
式中:t—压力架拼板工时,h/m(张)X-板厚8,mm。
6平台自动焊拼板
1结构型式见图2
演头拼缝
引弧板
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表2
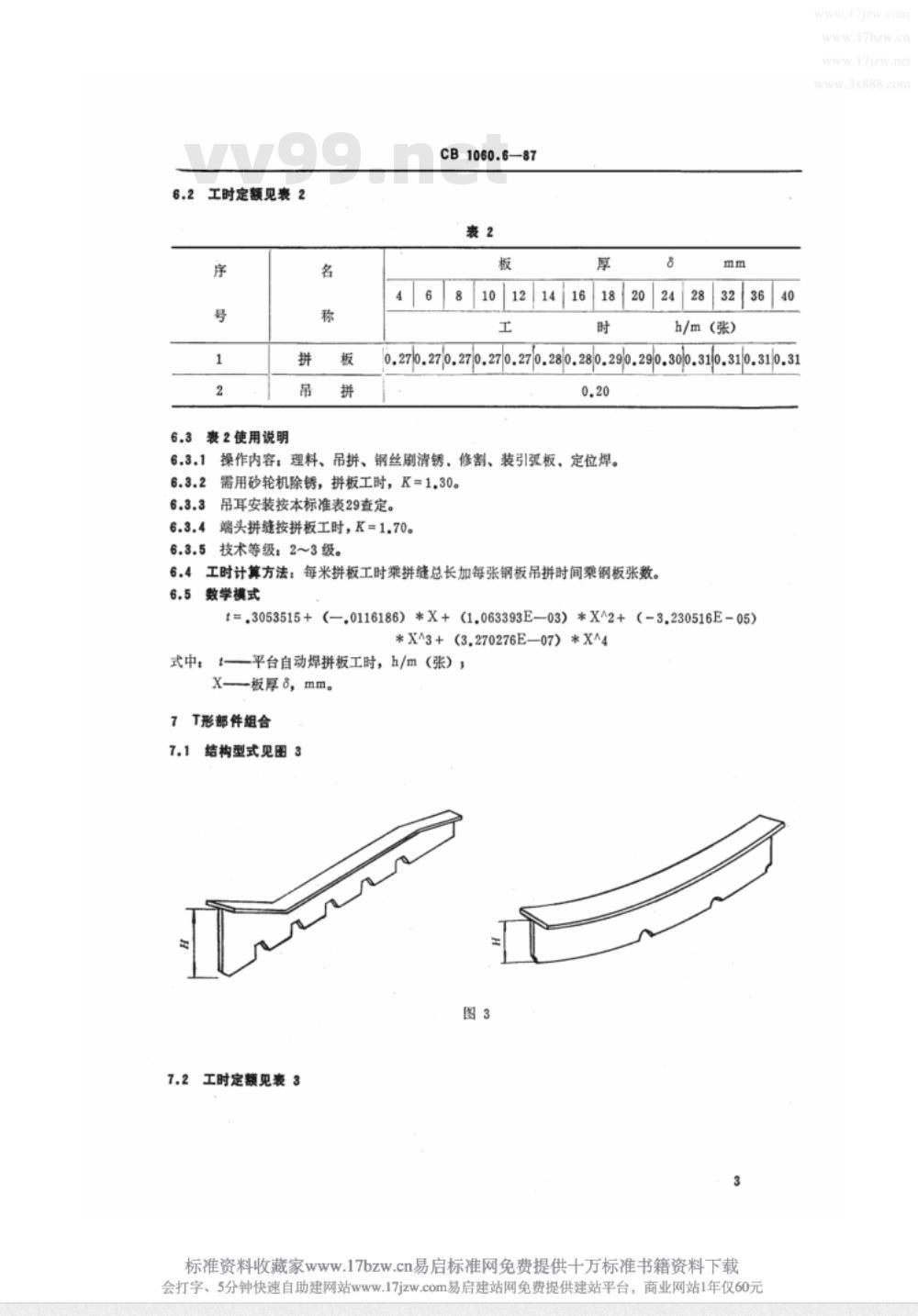
表2使用说明
CB1060.6—87
h/m (张)
0.270.270.270.270.270.280.280.290.290.300.31j0.310.310.310.20
6.3.1操作内容;理料、吊拼、钢丝刷清锈、修割、装引强板、定位焊。6.3.2需用砂轮机除锈,拼板工时,K=1.30。6.3.3
吊耳安装按本标准表29查定。
端头拼缝按拼板工时,K=1.70。6.3.5技术等级:2~3级。
工时计算方法:每米拼板工时乘拼缝总长加每张钢板吊拼时间乘钢板张数。6.4
数学模式
t=,3053515+(,0116186)*X+(1,063393E—03)*X^2+(-3.230516E-05)*X^3+(3,270276E—07)*X^4
式中:t—平台自动焊拼板工时,h/m(张);X—板厚8,mm。
7T形部件组合
7.1结构型式见图3
2工时定额见表3
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
T形部件组合
T形部件吊拼
≤100
CB1060.6—87
200300400500600700
8009001000|12001400|1600
h/m (根)
jo.140.160.180.210.230.260.280.310.330.370.410.440.10
7.3表3使用说明
7.3.1操作内客:理料、除锈、刻线、组合、定位焊、必要的加强、完工整理。腹板高度H>1600mm,按腹板高度H=1600mm工时查定,K=1.10~1.20。7.3.2
7.3.3本表工时为T形材直角组合。非直角组合,K=1.30,弯形组合,K=120~1.40。7.3.4T形材组合每根长度小于或等于500mm,K=0.50;T形材对接,按本标准表21查定。7.3.5技术等级:2~3级。
7.4工时计算方法:每米T形材组合工时乘T形材组合总长加每根T形件吊拼时间乘根数。7.5数学模式:
t=,1187857+(5.756134E-05)*X+(3.635543E07)*X^2+(-2.824551E-10)*X^3+(6.968855E-14)*X^4
式中,t-T形部件组合工时,h/m(根),X腹板高度H,mm。
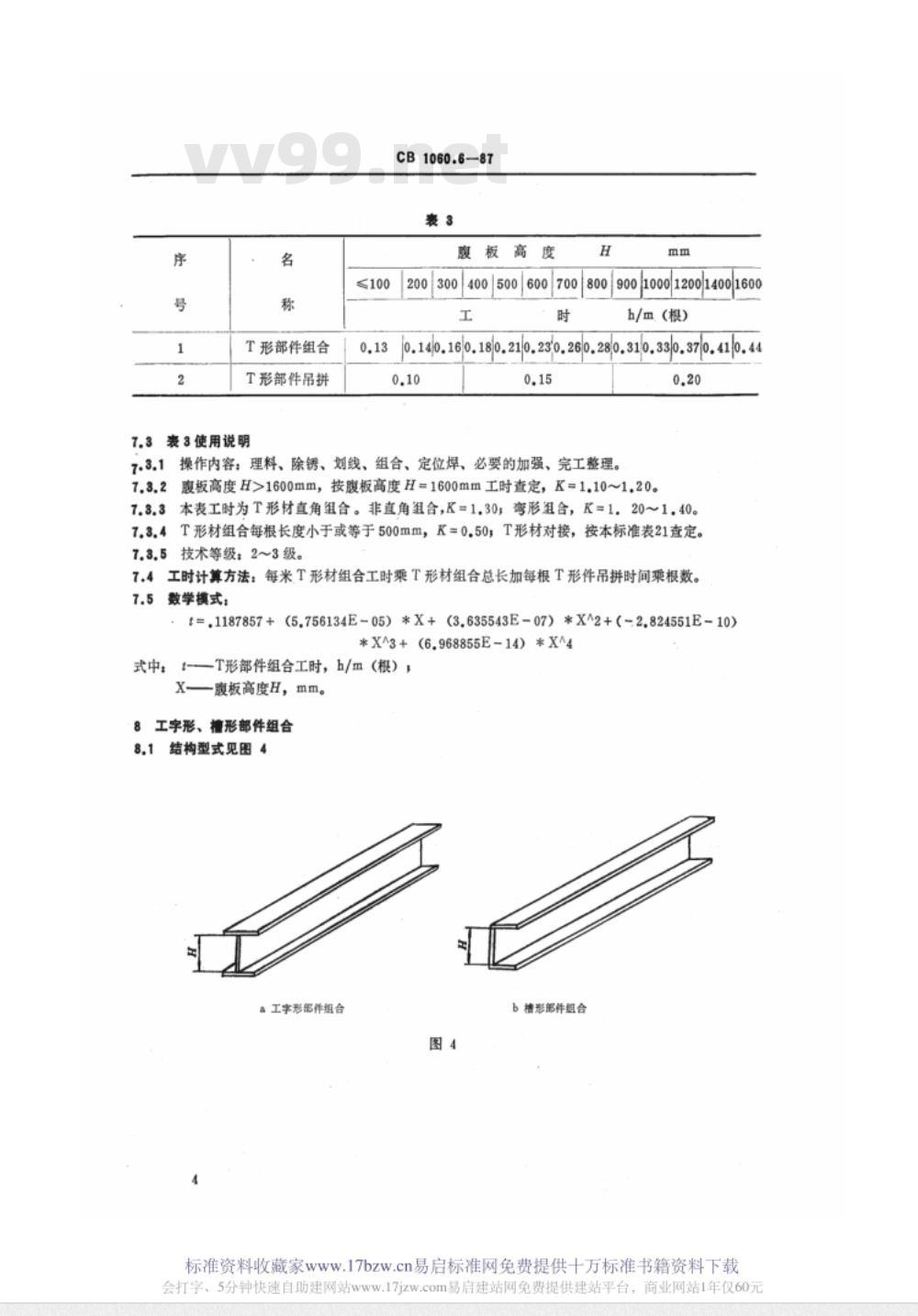
8工字形、槽形部件组合
8.1结构型式见图4
。工字形部伴组合
b槽形部件组合
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表4
部件组合
部件组合吊拼
8.3表4使用说明
≤100
CB1060.6—78
200300400500600700800900100012001400|1600工
h/m (根)
0.290.320.360.40/0.440.470.510.540.570.620.650.680,20
操作内客:理料、除锈、划线、组合、定位焊、必要加强、完工整理。8.3.1
组合件腹板高度H>1600mm,按腹板高度H=1600mm工时查定,K=1.20。8.3,2
组合件长度小于或等于500mm,K=0.50,弯形组合件,K=1.20~1.40。组合件对接工时,按本标准表21T形材端头对接工时查定,K=1.30。8.3.5技术等级:2~3级。
工时计算方法:每米部件组合工时乘组合件总长加每根部件吊拼时间乘根数。数学模式
t=,2259173+(2,396909E04)*X+(3.465213E07)*X^2+(3,201323E-10)*X^3+((7.532229E-14)*X^4
式中:t-工字形、槽形部件组合工时,h/m(根),X—腹板高度H,mm。
围壁板组装
9.1结构型式见图5
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表5
表5使用说明
CB1060.6-87
9.3.1操作内客:理料、吊拼、划线、割余量、构件安装、定位焊、必要加强安装、完工整理。9.3.2本表工时圈壁扶强材安装,助距为600~800mm。扶强材助距小于600mm,K=1.05,助距大于800mm,K=0.95;安装水平扶强材,按本标准表8查定。9,3.3压筋围壁组合有少量扶强材,K=0.70;无扶强材,K=0.60。9,3.4本表工时包括围壁板端头拼接,如有横缝对接按本标准表2查定。9,3,5技术等级;2~3级。
9.4工时计算方法
9.4,1每只分段围壁板总面积乘以相应面积每平方米组装工时。9.4.2若分段围壁板总面积小于20m,工时增加2,00~6.00h。9.5数学模式
t=,4832597+(-7.747296E-04)*X1+(1.474568E06)*X1^2+(3.555556E-02)*X2+(5.411111E-07)*X1*X2
式中;t—围壁板组合工时,h/m\,X1-—围壁总面积S,m*,
X2—板厚序号,mm。
肋骨框架组装
10.1结构型式见图6
加强角
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见裹6
CB1060.6—87
2.53.54.5
h/组(件)
2.342.743.143.542.973.38
10,3表6使用说明
10.3.1操作内容:理料、吊装、按线型安装、定位焊、必要的加强、完工整理。10.3.2本表工时为角钢带肋板全助骨框架组装。如半肋骨框架组装,K=0.60;如不带肋骨板的全助骨框架组装,K=0.80;若强肋骨框架(T形材助骨框架)组合,K=1.20。如T形材腹板高度为150mm,则按型材型号15查定。
10,3.3本表工时不包括平台刘助骨型线工时。“组(件)”是指助骨框架组装后的单位数量。10.3.4技术等级:3~4级。
10.4数学模式
t=-,8715282+(.278326)*X1+.(-5.468458E-03)*X1^2+(.3887499)*X2+(.133942)*X3+(-1.798227E-03)*X3^2+(5,250032E-03)*X1*X2+(2.971422E-03)*X1*X3式中:t—肋骨框架组合工时,h/组(件),X1助骨框架宽度B,ms
X2—肋骨框架高度H,ms
X3———肋骨型材型号。
11加强箍安装
结构型式见图7
。角接安装
b稳穿过孔安装
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元11.2
工时定额见表7
安装形式
箍角接安装
撞穿过孔安装
表7使用说明www.vv99.net
CB1060.6—87
操作内容:理料、划线、修割、安装、定位焊。11.3.1
本表工时为圆形箍安装。方形、椭圆形撞安装,以方形边长、椭形短轴长查直径D,K=1.20。11.3.2
11.3.3技术等级:2~3级。
11.4数学模式
t=.9624566+
(4166129E-04)*X1+(1.192035E07).*X1^2+(1.647922)*X2+(-.5426408)*X2^2+(2.000003E-04)*X1*X2式中:t—圆形安装工时,h/只;X1—圆形箍直径D,mm,
X2——安装形式序号。
12加强筋安装
结构型式见图8
12,2工时定额见表8
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
50~100
101~180
181~250
12,3表8使用说明
钢型号
CB1060.6—87
≤0.51.01.52.02.53.04.06.08.010.0工
0.200.27.0.340.410.480.550.690.971.251.530,240,320.390.460.530.600.741.021,301,580.290.360.430.500.570.640.791.071.351.63操作内客:理料、划线、修割、构件安装、定位焊。12.3.1
12.3.2本表工时包括划构架位置线。如不需划线,K=0.70。12.3,3本表工时为加强筋直角安装。非直角安装,K=1.20。12.3.4技术等级;2~3级。
12.4数学模式
1=((9.999176E-02*EXP(.2654637*X2))+(X2/(7.057262*X2+8,360385E-02))*X1
式中;1-加强筋安装工时,h/根;X1-型钢长度L,m
X2—型钢规格序号。
13护航材合拢
13.1结构型式见图9
缓向加强筋
13.2工时定额见表9
模向加强板
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
无纵向加强筋
有纵向
加强筋
CB1060.6—87
13.3表9使用说明
13.3.1操作内客:理料、划线、修割、安装、定位焊、完工整理。B
13.3.2本表工时为每二个助位装一道加强板。如每一个助位装一道加强板,K=1.30。13.3.3技术等级:3级
13.4数学模式
t=1061628+(.0006)*X1+(2,984496E-02)*X2^2式中:t-护能材合拢工时,h/m;X1护材宽度B,mms
X2—类型,序号。
主机基座制造
14.1结构型式见图10
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
CB1060.6—87
钢质船体制造工时定额
1987—08—24发布
中国船舶工业总公司
1988—01—01实施
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元中国船舶工业总公司部标准
钢质船体制造工时定额
CB1060.6-87
分类号:U02
本标准适用于各型钢质船体制造小合拢、中合拢、大合拢的装配工时定额的查定。非船舶产品的钢结构制造装配工时定额也可参照执行。本标准工时定额包括:基本时间、辅助时间、布置工作地时间、休息与生理需要时间、准备与结束时间。
1操作内容
1.1施工前:熟悉图纸及技术工艺要求,准备必要的工具及设备等。1.2施工时;理料、除锈、吊拼、刘线、构架件安装、修割、定位焊、装加强吊环。1.3完工后:清除定位焊焊渣及垃圾,自验、缺陷修补,并提交检验。2技术要求
2.1应严格遵守有关国家标准、部标准和《船体工艺手册》的规定,按图样和工艺文件施工,并符合《钢质海船建造规范》。
2.2装配精度要求应符合CB*3195一83《中小型船舶船体建造精度》第2、5、7、8、11、12、13章有关规定及CB*3136~83《船体建造精度标准(L≥90m)》第2、4、5、6、8、9、11章中的有关规定。3修正系数K
3.1本标准工作环境:小合拢为室内,中合拢为室外,大合拢为室外水平船台。若室外小合扰,K=1,10,室内中合拢,K=0.9室外斜船台大合拢,K=1,10。3.2若装配工不从事定位焊工作,中、小合拢装配工时,K=0.75;大合找装配工时,K=0.80。3.3本标准是以5000电级以上民用船舶产品为基准制定的。建造5000吨级以下(含5000吨级)船舶产品,K=1.101.20。建造水面军用船舶产品,K=1.20~1.30;建造水下军品可参照执行。3.4本标准为首制船舶产品工时定额。凡连续批量生产的产品,从第三艘开始,K=0.90。4使用方法
4.1若一个工作物同时需用多个系数修正时,其总的修正系数K为各个修正系数K之积。4.2若需要查定的零件尺寸在标准表格中无具体规定时,可用内插法或类推法求工时定额。4.3本标准工时定额系装配工两人操作组工时,不论参加操作人员多少,均按本标准查定。4.4在数学模式中,有些影响因素量(X),不能直接用具体尺寸代入的,均采用序号、顺号和代号代替,凡是用序号、顺号代替的,可以直接从表的行和列中找到相应的序号数,计算时只要代入相应的号数即可,凡是用代号代替的,一般在表中不出现代号数,而是采用从上而下或自左至右的依次编号的方法,即用1、2、3...等,在计算时应代入相应的编号数。5压力架拼板
5.1结构型式见图1
中国船舶工业总公司1987—08-24发布1988-01-01实施
标准资料收藏家www.17bzw.cn易启标准网免费提供十方标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元5.2
工时定额见表1
表1使用说明
CB1060.6—87
引弧板
h/m(张)
o.200.210.22/0.230.230.240.24/0.250.250.26/0.26j0.270.270.270.15
操作内客:理料、吊拼、钢丝刷清锈、装引弧板、拼板、定位焊。5.3.2
吊耳安装按本标准表29查定。
5.3.3需用砂轮机除锈,拼板工时,K=1.30。5.3.4技术等级;2~3级。
5.4工时计算法:每米拼板工时乘拼缝总长加每张钢板吊拼时间乘钢板张数。5.5
数学模式
t=1715522+(8.490842E—83)*X+(—3825874E04)*X^2+(9,856994E06)*X^3+(-1.015663E-07)*X^4
式中:t—压力架拼板工时,h/m(张)X-板厚8,mm。
6平台自动焊拼板
1结构型式见图2
演头拼缝
引弧板
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表2
表2使用说明
CB1060.6—87
h/m (张)
0.270.270.270.270.270.280.280.290.290.300.31j0.310.310.310.20
6.3.1操作内容;理料、吊拼、钢丝刷清锈、修割、装引强板、定位焊。6.3.2需用砂轮机除锈,拼板工时,K=1.30。6.3.3
吊耳安装按本标准表29查定。
端头拼缝按拼板工时,K=1.70。6.3.5技术等级:2~3级。
工时计算方法:每米拼板工时乘拼缝总长加每张钢板吊拼时间乘钢板张数。6.4
数学模式
t=,3053515+(,0116186)*X+(1,063393E—03)*X^2+(-3.230516E-05)*X^3+(3,270276E—07)*X^4
式中:t—平台自动焊拼板工时,h/m(张);X—板厚8,mm。
7T形部件组合
7.1结构型式见图3
2工时定额见表3
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
T形部件组合
T形部件吊拼
≤100
CB1060.6—87
200300400500600700
8009001000|12001400|1600
h/m (根)
jo.140.160.180.210.230.260.280.310.330.370.410.440.10
7.3表3使用说明
7.3.1操作内客:理料、除锈、刻线、组合、定位焊、必要的加强、完工整理。腹板高度H>1600mm,按腹板高度H=1600mm工时查定,K=1.10~1.20。7.3.2
7.3.3本表工时为T形材直角组合。非直角组合,K=1.30,弯形组合,K=120~1.40。7.3.4T形材组合每根长度小于或等于500mm,K=0.50;T形材对接,按本标准表21查定。7.3.5技术等级:2~3级。
7.4工时计算方法:每米T形材组合工时乘T形材组合总长加每根T形件吊拼时间乘根数。7.5数学模式:
t=,1187857+(5.756134E-05)*X+(3.635543E07)*X^2+(-2.824551E-10)*X^3+(6.968855E-14)*X^4
式中,t-T形部件组合工时,h/m(根),X腹板高度H,mm。
8工字形、槽形部件组合
8.1结构型式见图4
。工字形部伴组合
b槽形部件组合
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表4
部件组合
部件组合吊拼
8.3表4使用说明
≤100
CB1060.6—78
200300400500600700800900100012001400|1600工
h/m (根)
0.290.320.360.40/0.440.470.510.540.570.620.650.680,20
操作内客:理料、除锈、划线、组合、定位焊、必要加强、完工整理。8.3.1
组合件腹板高度H>1600mm,按腹板高度H=1600mm工时查定,K=1.20。8.3,2
组合件长度小于或等于500mm,K=0.50,弯形组合件,K=1.20~1.40。组合件对接工时,按本标准表21T形材端头对接工时查定,K=1.30。8.3.5技术等级:2~3级。
工时计算方法:每米部件组合工时乘组合件总长加每根部件吊拼时间乘根数。数学模式
t=,2259173+(2,396909E04)*X+(3.465213E07)*X^2+(3,201323E-10)*X^3+((7.532229E-14)*X^4
式中:t-工字形、槽形部件组合工时,h/m(根),X—腹板高度H,mm。
围壁板组装
9.1结构型式见图5
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见表5
表5使用说明
CB1060.6-87
9.3.1操作内客:理料、吊拼、划线、割余量、构件安装、定位焊、必要加强安装、完工整理。9.3.2本表工时圈壁扶强材安装,助距为600~800mm。扶强材助距小于600mm,K=1.05,助距大于800mm,K=0.95;安装水平扶强材,按本标准表8查定。9,3.3压筋围壁组合有少量扶强材,K=0.70;无扶强材,K=0.60。9,3.4本表工时包括围壁板端头拼接,如有横缝对接按本标准表2查定。9,3,5技术等级;2~3级。
9.4工时计算方法
9.4,1每只分段围壁板总面积乘以相应面积每平方米组装工时。9.4.2若分段围壁板总面积小于20m,工时增加2,00~6.00h。9.5数学模式
t=,4832597+(-7.747296E-04)*X1+(1.474568E06)*X1^2+(3.555556E-02)*X2+(5.411111E-07)*X1*X2
式中;t—围壁板组合工时,h/m\,X1-—围壁总面积S,m*,
X2—板厚序号,mm。
肋骨框架组装
10.1结构型式见图6
加强角
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元工时定额见裹6
CB1060.6—87
2.53.54.5
h/组(件)
2.342.743.143.542.973.38
10,3表6使用说明
10.3.1操作内容:理料、吊装、按线型安装、定位焊、必要的加强、完工整理。10.3.2本表工时为角钢带肋板全助骨框架组装。如半肋骨框架组装,K=0.60;如不带肋骨板的全助骨框架组装,K=0.80;若强肋骨框架(T形材助骨框架)组合,K=1.20。如T形材腹板高度为150mm,则按型材型号15查定。
10,3.3本表工时不包括平台刘助骨型线工时。“组(件)”是指助骨框架组装后的单位数量。10.3.4技术等级:3~4级。
10.4数学模式
t=-,8715282+(.278326)*X1+.(-5.468458E-03)*X1^2+(.3887499)*X2+(.133942)*X3+(-1.798227E-03)*X3^2+(5,250032E-03)*X1*X2+(2.971422E-03)*X1*X3式中:t—肋骨框架组合工时,h/组(件),X1助骨框架宽度B,ms
X2—肋骨框架高度H,ms
X3———肋骨型材型号。
11加强箍安装
结构型式见图7
。角接安装
b稳穿过孔安装
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元11.2
工时定额见表7
安装形式
箍角接安装
撞穿过孔安装
表7使用说明www.vv99.net
CB1060.6—87
操作内容:理料、划线、修割、安装、定位焊。11.3.1
本表工时为圆形箍安装。方形、椭圆形撞安装,以方形边长、椭形短轴长查直径D,K=1.20。11.3.2
11.3.3技术等级:2~3级。
11.4数学模式
t=.9624566+
(4166129E-04)*X1+(1.192035E07).*X1^2+(1.647922)*X2+(-.5426408)*X2^2+(2.000003E-04)*X1*X2式中:t—圆形安装工时,h/只;X1—圆形箍直径D,mm,
X2——安装形式序号。
12加强筋安装
结构型式见图8
12,2工时定额见表8
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
50~100
101~180
181~250
12,3表8使用说明
钢型号
CB1060.6—87
≤0.51.01.52.02.53.04.06.08.010.0工
0.200.27.0.340.410.480.550.690.971.251.530,240,320.390.460.530.600.741.021,301,580.290.360.430.500.570.640.791.071.351.63操作内客:理料、划线、修割、构件安装、定位焊。12.3.1
12.3.2本表工时包括划构架位置线。如不需划线,K=0.70。12.3,3本表工时为加强筋直角安装。非直角安装,K=1.20。12.3.4技术等级;2~3级。
12.4数学模式
1=((9.999176E-02*EXP(.2654637*X2))+(X2/(7.057262*X2+8,360385E-02))*X1
式中;1-加强筋安装工时,h/根;X1-型钢长度L,m
X2—型钢规格序号。
13护航材合拢
13.1结构型式见图9
缓向加强筋
13.2工时定额见表9
模向加强板
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元序
无纵向加强筋
有纵向
加强筋
CB1060.6—87
13.3表9使用说明
13.3.1操作内客:理料、划线、修割、安装、定位焊、完工整理。B
13.3.2本表工时为每二个助位装一道加强板。如每一个助位装一道加强板,K=1.30。13.3.3技术等级:3级
13.4数学模式
t=1061628+(.0006)*X1+(2,984496E-02)*X2^2式中:t-护能材合拢工时,h/m;X1护材宽度B,mms
X2—类型,序号。
主机基座制造
14.1结构型式见图10
标准资料收藏家www.17bzw.cn易启标准网免费提供十万标准书籍资料下载会打字、5分钟快速自助建网站www.17jzw.com易启建站网免费提供建站平台,商业网站1年仅60元
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。