GB/T 14977-1994
基本信息
标准号: GB/T 14977-1994
中文名称:热轧钢板表面质量的一般要求
标准类别:国家标准(GB)
英文名称:General requirement of surface finish for hot rolled steel plates
标准状态:已作废
发布日期:1994-04-05
实施日期:1995-01-01
作废日期:2009-10-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>钢铁产品>>77.140.50扁平钢和半成品
中标分类号:冶金>>钢铁产品>>H46钢板、钢带
出版信息
出版社:中国标准出版社
页数:7页
标准价格:8.0
出版日期:1995-01-01
相关单位信息
首发日期:1994-04-05
复审日期:2004-10-14
起草人:黄东、邓濂献
起草单位:冶金部信息标准研究总院
归口单位:冶金工业部信息标准研究院
提出单位:中华人民共和国冶金工业部
发布部门:发布单位:
主管部门:中国钢铁工业协会
标准简介
本标准规定了热轧钢板表面缺陷的深度,影响面积、限度、修整的要求及钢板厚度的限度。 本标准适用于厚度为>4mm~200mm的热轧钢板。
标准图片预览

标准内容
中华人民共和国国家标准
热钢板表面质量的一般要求
General requirement of surface finishfor hot rolled steel plates
1主题内容与适用范围
GB/T 14977—94
本标准规定了热轧钢板表面缺陷(以下简弥缺陷)的深度,影响前积、限度、修整的要求及钢板厚变的限度.
本标准适用于厚度双>4mm~200mm的热轧钢板,2定义
本标推中缺陷的定义如附录A所述3缺陷的限度
3.1缺陷深度和影响面积的限度
3.1.1深度
缺陷的深度应从缺陷的附近清除氧化铁皮后的产品表面进行测量。3.1.2影响面积
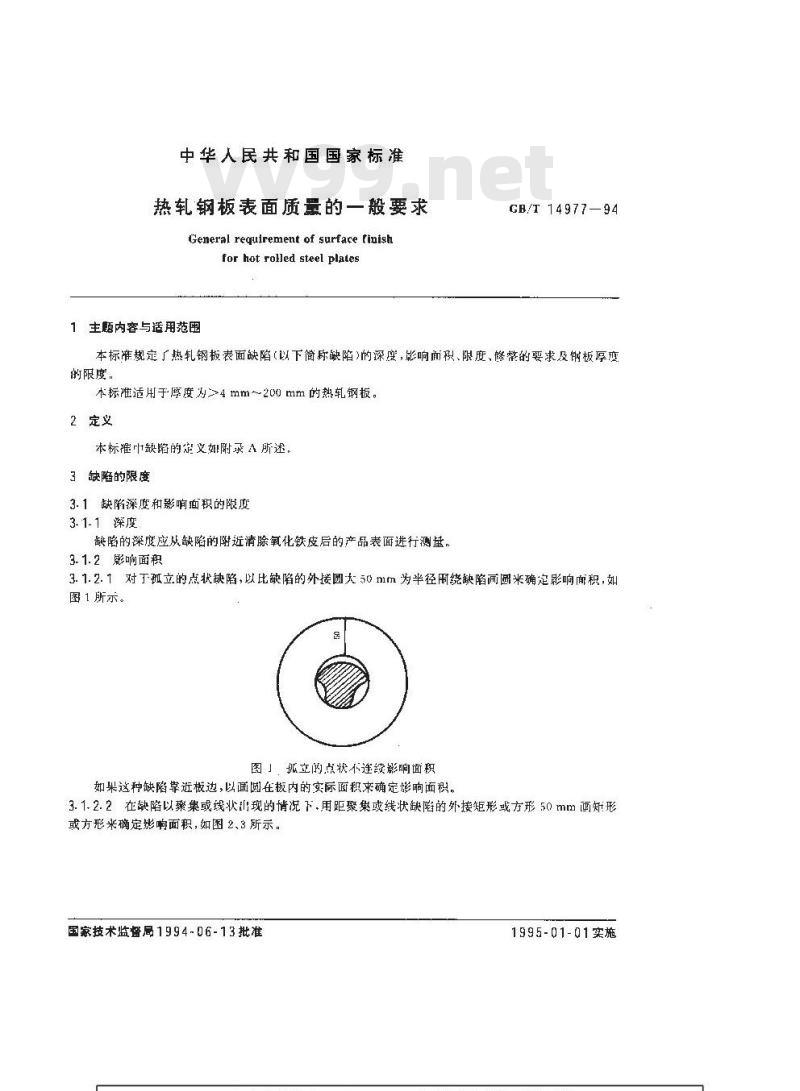
3.1.2.1对于孤立的点状缺陷,以比缺陷的外接回大50mm为半径用绕缺陷两圆米确定影响面积,如图1所示。
图」,孤立的点状不连续影响面积如果这种缺陷靠近板边,以画圆在板内的实际面积来确定影响面积,3.1.2.2在缺陷以骤集或线状山现的情况下,用距聚集或线状缺陷的外接矩形或方形50mm画郑形或方形来确定影响面积,如图 2、3 所示。国家技术监督局1994-06-13批准1995-01-01实施
GB/T 14977—94
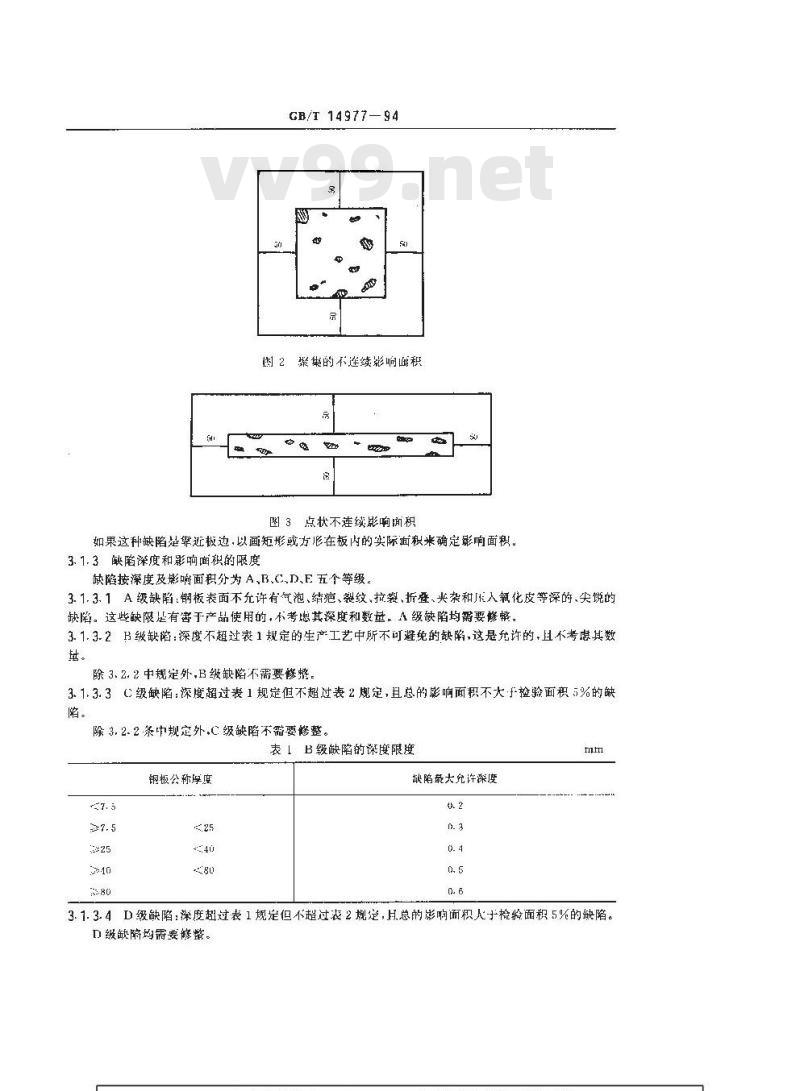
图2聚集的不连续影响积
图3点状不连续影响面积
如果这种缺陷是牵近板边,以画矩形或方形在板内的实际面积米确定影响面积3.1.3缺陷深度和影响面积的限度缺陷按深度及膨响面积分为 A,B.C.D、E 五个等级。3. 1.3.1A 级缺陷钢板表面不允许有气泡、结疤、裂纹、拉裂、折叠、夹杂和入氧化皮等深的、尖锐的缺陷。这些缺限是有害于产品使用的,不考虑其深度和数量。A级缺陷均需要修。3.1.3.2B级缺陷:深度不超过表1规定的生产工艺中所不可避免的缺陷,这是允许的,且不考虑其数。
除3.2.2中规定外B级缺陷不需要修整。3.1.3.3C级缺陷:深度超过表1规定但不超过表2规定,且总的影响面积不大·F捡验面积5%的缺陷。
除3,2.2条中规定外,心级缺陷不需要修整。表1B级缺陷的深度限度
钢板公称厚度
缺陷最大充许深度
3.1.3.4D级缺陷:深度超过表1规定但不超过表2规定,H总的影陶面积人于检验面积5%的缺陷。D缴缺均需要修整。
钢板公称厚度
GB/T14977—94
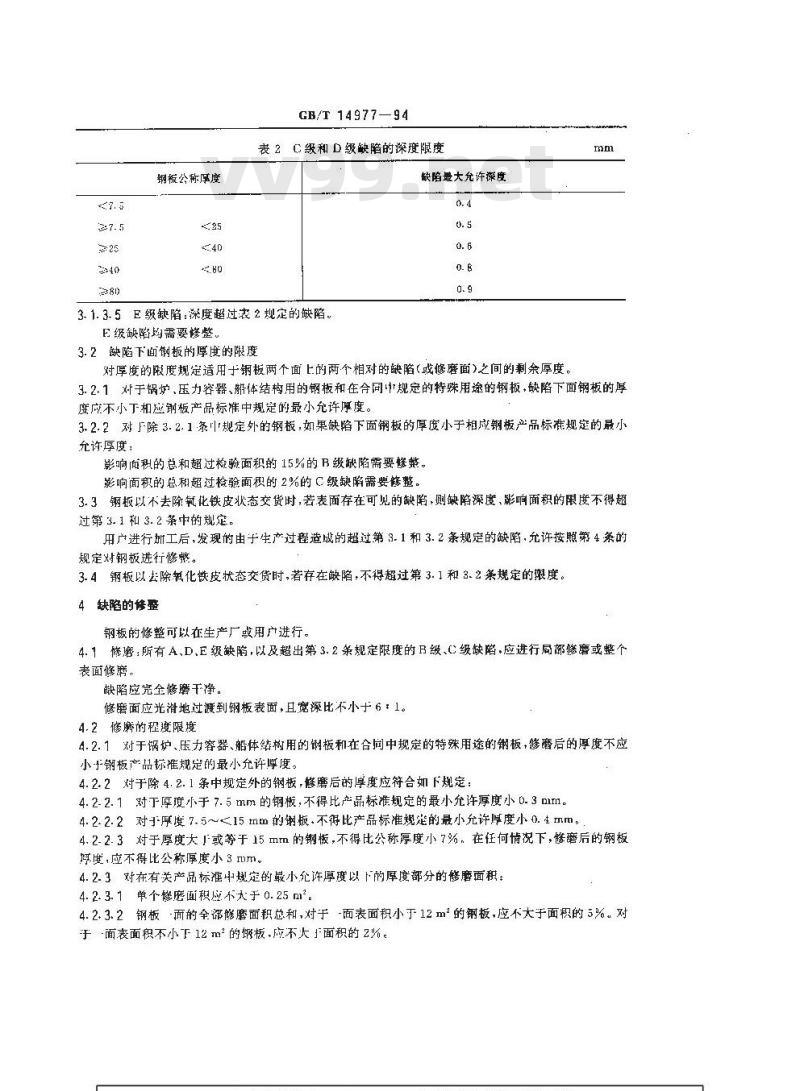
表 2C级和 D级缺陷的深度限度
缺陷量大允许深度
3.1.3.5E级缺陷:深度超过表2规定的缺陷。E级缺陷均需要修整
3.2缺陷下面制板的厚度的限度
对厚度的限度规定适用于钢板两个面上的两个相对的缺陷(或修磨面)之间的剩余厚度。mm
3.2.1对于锅炉、压力容器、船体结构用的钢板和在合同规定的特殊用途的钢板,缺陷下面钢板的厚度应不小丁相应钢板产品标催中规定的最小允许厚度。3.2.2对F除3.2.1条中规定外的钢板,如果缺陷下面钢板的厚度小于相应钢板产品标准规定的晟小充许厚度:
影响积的总和超过检验面积的15%的B级缺陷需要修整。影响面积的总和超过检验面积的2%的C级缺陷需要修整。3.3钢板以不去除氧化铁皮状态交货时,若表面存在可见的缺陷,则缺陷深度,影响面积的限度不得超过第 3. 1 和 3. 2 茶中的规定。用广进行加工后,发现的由于生产过程造成的超过第3.1和3.2条规定的缺陷,允许按照第4条的规定对钢板进行修整。
3.4钢板以去除氧化铁皮状态交货时,若存在缺陷,不得超过第3.1和3.2条规定的限度。4缺陷的修整
钢板的修整可以在生产厂或用户进行。4.1修磨:所有 A、D、E级缺陷,以及超出第 3. 2 条规定限度的 R级、C级缺陷,应进行局郁修磨或整个表面修磨。
缺陷应完全修磨干净。
修磨面应光滑地过渡到钢板表面,且宽深比不小于6:1。4.2修磨的程度限度
4.2.1对于锅炉、压力容器、船体结树用的钢板和在合间中规定的特殊用途的钢板,修后的厚度不应小于钢板产品标准规定的最小允许厚度。4.2.2对于除4.2.1条中规定外的钢板,修磨后的厚度应符合如下规定:4.2-2.1对于厚度小于7.5mm的钢板,不得比产品标准规定的最小允许厚度小0.31m。4.2.2.2对厚度7.5~15mm的钢板.不得比产品标准规定的最小充许厚度小0.4mm。4.2-2.3对于厚度大」或等于15mm的钢板,不得比公称厚度小7%,在任何情况下,惨磨后的钢板度,应不得比公称厚度小3mm
4.2.3对在有关产品标准中规定的最小允许厚度以下的厚度部分的修磨面积:4.2.3.1单个惨磨面积应不大于0.25m。4.2.3.2钢板-而的全修磨面积总和,对于-面表面积小于12m的钢板,应不大于面积的5%。对于面表面积不小下12m2的钢板,应不大1面积的2%。GB/T14977—94
两个惨磨面之问的距离应不大于它们的乎均宽度。注:修磨面积是指余铜板厚度小于规定的最小允许厚度部分的面积。4.2.4,第4.2.2条中的技术要求也适用于钢板两个面上的两个相对修磨面之间的剩余厚度,4.3焊补
4. 3. 1钢板表面存在缺陷,如不能按第 4. 2条规定用修磨方法清理的缺陷,经用户或检验部门同意,可以用铲凿修磨后进行焊补。
焊补清理的规定必须参照相应的质量标准,街供需双方协商确定。4.3.2对于所用的焊补清理,生产厂应提供附带草图的报告,说明缺陷的尺寸和部位以及焊补工艺的全部细节,包括焊补消耗材料,便用非破坏性检验和焊后热处理。A1轧人氧化皮、凹坑
GB/T 14977—94
附录A
典型快陷的定义
(补充件)
轧制表面上的伤痕,其形状深度和出现率各不相同。轧入氧化铁皮是由于热轧和加工以前或加上期间氧化铁皮清除不充分造成的。A2压瘾和轧惠VV99.net
压痕(陷)和轧痕(0起)可按一定距离的间隔分布或无规则地分布在轧件的整个长度和宽度上。周期性出现的轧痕是由于乳辊或夹持辑破损造成的。压狼是由于轧轭或其他辑子上的粘贴异物造成的。
43划伤和沟框
表面上宽度,深度和长度不同的机械损伤。它们基本上平行或垂直于轧制方而。可能有轻微的翻密,而且很少含有氧化铁皮。
这种提伤是出于轧件和设备之间相对运动摩擦遭成的。厘4殖皮
不规则和鳞片状的细小的表面缺陷。重皮沿轧制方向延伸,其程度取决于变形盘的大小。在某些部位它们仍然与基体金属相连接,表现为细小的结疤颗粒。成。
重皮是由于钢锭表面的冷、重皮以及结疤未清理下净或清理深宽比不够,坏料表面不半,轧制形A5气泡
气泡位于紧结表皮以下,其形状和尺与不同,而且是热轧时显现出来的。气泡是由于冶炼过程中、浇注过程中脱气不良造成的。A6热拉裂
表面范围内可变取向的缺陷。其长度,宽度和深度可能不同,可能在优先的方向发生或分布在有限的范围内。
热拉裂出现在扇锭,初轧还和连铸坏的加工过程中,并与钢种、坏料的内应力或不利的成型杀件行关。
表面上的非金属夹杂物,其尺寸和形状不同。夹杂沿轧制方向延伸.随机分布,并且其颜色与基体明显不同。
夹杂主要出于锭坏表面粘有非金威夹杂物,乳制时未脱落。也可能是治炼、晓注过程中带入的夹报物、轧制后暴露出来。
A8裂纹
在表面范围分布的缺陷,其长度不同,平行或垂直于轧制方向,且很少以网状微裂形式出现。GB/T14977--94
裂纹主要是由于轧件在冷却过程中产生的应力造或的,A9结疤和疤痕
重叠的物质,形状和程度不同的表面重叠部分.不规卿地分布在轧件的整个范画而且仗局部与缺体金属相连接,在结犯中有较多的非金属夹架物或氧化铁皮。结疤可以是铸锭期间产生的,也可以是轧制过程中材料表面位移或滑动造成的疤痕主要是由于半成品1:行轧制方向的缺陷,如火焰切割毛刺,在轧制时重聋造成的。附加说明:
本标准由中华人民共和国冶金工业部提出.本标准由冶金工业部信息标准研究院归口。本标准由冶金工业部信息标准研究院、鞍山钢铁公司、抚顺钢厂负贵起草。本标准亡要起萨人黄东,邓献。
本标准水平等级标记GB/T14977—941
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
热钢板表面质量的一般要求
General requirement of surface finishfor hot rolled steel plates
1主题内容与适用范围
GB/T 14977—94
本标准规定了热轧钢板表面缺陷(以下简弥缺陷)的深度,影响前积、限度、修整的要求及钢板厚变的限度.
本标准适用于厚度双>4mm~200mm的热轧钢板,2定义
本标推中缺陷的定义如附录A所述3缺陷的限度
3.1缺陷深度和影响面积的限度
3.1.1深度
缺陷的深度应从缺陷的附近清除氧化铁皮后的产品表面进行测量。3.1.2影响面积
3.1.2.1对于孤立的点状缺陷,以比缺陷的外接回大50mm为半径用绕缺陷两圆米确定影响面积,如图1所示。
图」,孤立的点状不连续影响面积如果这种缺陷靠近板边,以画圆在板内的实际面积来确定影响面积,3.1.2.2在缺陷以骤集或线状山现的情况下,用距聚集或线状缺陷的外接矩形或方形50mm画郑形或方形来确定影响面积,如图 2、3 所示。国家技术监督局1994-06-13批准1995-01-01实施
GB/T 14977—94
图2聚集的不连续影响积
图3点状不连续影响面积
如果这种缺陷是牵近板边,以画矩形或方形在板内的实际面积米确定影响面积3.1.3缺陷深度和影响面积的限度缺陷按深度及膨响面积分为 A,B.C.D、E 五个等级。3. 1.3.1A 级缺陷钢板表面不允许有气泡、结疤、裂纹、拉裂、折叠、夹杂和入氧化皮等深的、尖锐的缺陷。这些缺限是有害于产品使用的,不考虑其深度和数量。A级缺陷均需要修。3.1.3.2B级缺陷:深度不超过表1规定的生产工艺中所不可避免的缺陷,这是允许的,且不考虑其数。
除3.2.2中规定外B级缺陷不需要修整。3.1.3.3C级缺陷:深度超过表1规定但不超过表2规定,且总的影响面积不大·F捡验面积5%的缺陷。
除3,2.2条中规定外,心级缺陷不需要修整。表1B级缺陷的深度限度
钢板公称厚度
缺陷最大充许深度
3.1.3.4D级缺陷:深度超过表1规定但不超过表2规定,H总的影陶面积人于检验面积5%的缺陷。D缴缺均需要修整。
钢板公称厚度
GB/T14977—94
表 2C级和 D级缺陷的深度限度
缺陷量大允许深度
3.1.3.5E级缺陷:深度超过表2规定的缺陷。E级缺陷均需要修整
3.2缺陷下面制板的厚度的限度
对厚度的限度规定适用于钢板两个面上的两个相对的缺陷(或修磨面)之间的剩余厚度。mm
3.2.1对于锅炉、压力容器、船体结构用的钢板和在合同规定的特殊用途的钢板,缺陷下面钢板的厚度应不小丁相应钢板产品标催中规定的最小允许厚度。3.2.2对F除3.2.1条中规定外的钢板,如果缺陷下面钢板的厚度小于相应钢板产品标准规定的晟小充许厚度:
影响积的总和超过检验面积的15%的B级缺陷需要修整。影响面积的总和超过检验面积的2%的C级缺陷需要修整。3.3钢板以不去除氧化铁皮状态交货时,若表面存在可见的缺陷,则缺陷深度,影响面积的限度不得超过第 3. 1 和 3. 2 茶中的规定。用广进行加工后,发现的由于生产过程造成的超过第3.1和3.2条规定的缺陷,允许按照第4条的规定对钢板进行修整。
3.4钢板以去除氧化铁皮状态交货时,若存在缺陷,不得超过第3.1和3.2条规定的限度。4缺陷的修整
钢板的修整可以在生产厂或用户进行。4.1修磨:所有 A、D、E级缺陷,以及超出第 3. 2 条规定限度的 R级、C级缺陷,应进行局郁修磨或整个表面修磨。
缺陷应完全修磨干净。
修磨面应光滑地过渡到钢板表面,且宽深比不小于6:1。4.2修磨的程度限度
4.2.1对于锅炉、压力容器、船体结树用的钢板和在合间中规定的特殊用途的钢板,修后的厚度不应小于钢板产品标准规定的最小允许厚度。4.2.2对于除4.2.1条中规定外的钢板,修磨后的厚度应符合如下规定:4.2-2.1对于厚度小于7.5mm的钢板,不得比产品标准规定的最小允许厚度小0.31m。4.2.2.2对厚度7.5~15mm的钢板.不得比产品标准规定的最小充许厚度小0.4mm。4.2-2.3对于厚度大」或等于15mm的钢板,不得比公称厚度小7%,在任何情况下,惨磨后的钢板度,应不得比公称厚度小3mm
4.2.3对在有关产品标准中规定的最小允许厚度以下的厚度部分的修磨面积:4.2.3.1单个惨磨面积应不大于0.25m。4.2.3.2钢板-而的全修磨面积总和,对于-面表面积小于12m的钢板,应不大于面积的5%。对于面表面积不小下12m2的钢板,应不大1面积的2%。GB/T14977—94
两个惨磨面之问的距离应不大于它们的乎均宽度。注:修磨面积是指余铜板厚度小于规定的最小允许厚度部分的面积。4.2.4,第4.2.2条中的技术要求也适用于钢板两个面上的两个相对修磨面之间的剩余厚度,4.3焊补
4. 3. 1钢板表面存在缺陷,如不能按第 4. 2条规定用修磨方法清理的缺陷,经用户或检验部门同意,可以用铲凿修磨后进行焊补。
焊补清理的规定必须参照相应的质量标准,街供需双方协商确定。4.3.2对于所用的焊补清理,生产厂应提供附带草图的报告,说明缺陷的尺寸和部位以及焊补工艺的全部细节,包括焊补消耗材料,便用非破坏性检验和焊后热处理。A1轧人氧化皮、凹坑
GB/T 14977—94
附录A
典型快陷的定义
(补充件)
轧制表面上的伤痕,其形状深度和出现率各不相同。轧入氧化铁皮是由于热轧和加工以前或加上期间氧化铁皮清除不充分造成的。A2压瘾和轧惠VV99.net
压痕(陷)和轧痕(0起)可按一定距离的间隔分布或无规则地分布在轧件的整个长度和宽度上。周期性出现的轧痕是由于乳辊或夹持辑破损造成的。压狼是由于轧轭或其他辑子上的粘贴异物造成的。
43划伤和沟框
表面上宽度,深度和长度不同的机械损伤。它们基本上平行或垂直于轧制方而。可能有轻微的翻密,而且很少含有氧化铁皮。
这种提伤是出于轧件和设备之间相对运动摩擦遭成的。厘4殖皮
不规则和鳞片状的细小的表面缺陷。重皮沿轧制方向延伸,其程度取决于变形盘的大小。在某些部位它们仍然与基体金属相连接,表现为细小的结疤颗粒。成。
重皮是由于钢锭表面的冷、重皮以及结疤未清理下净或清理深宽比不够,坏料表面不半,轧制形A5气泡
气泡位于紧结表皮以下,其形状和尺与不同,而且是热轧时显现出来的。气泡是由于冶炼过程中、浇注过程中脱气不良造成的。A6热拉裂
表面范围内可变取向的缺陷。其长度,宽度和深度可能不同,可能在优先的方向发生或分布在有限的范围内。
热拉裂出现在扇锭,初轧还和连铸坏的加工过程中,并与钢种、坏料的内应力或不利的成型杀件行关。
表面上的非金属夹杂物,其尺寸和形状不同。夹杂沿轧制方向延伸.随机分布,并且其颜色与基体明显不同。
夹杂主要出于锭坏表面粘有非金威夹杂物,乳制时未脱落。也可能是治炼、晓注过程中带入的夹报物、轧制后暴露出来。
A8裂纹
在表面范围分布的缺陷,其长度不同,平行或垂直于轧制方向,且很少以网状微裂形式出现。GB/T14977--94
裂纹主要是由于轧件在冷却过程中产生的应力造或的,A9结疤和疤痕
重叠的物质,形状和程度不同的表面重叠部分.不规卿地分布在轧件的整个范画而且仗局部与缺体金属相连接,在结犯中有较多的非金属夹架物或氧化铁皮。结疤可以是铸锭期间产生的,也可以是轧制过程中材料表面位移或滑动造成的疤痕主要是由于半成品1:行轧制方向的缺陷,如火焰切割毛刺,在轧制时重聋造成的。附加说明:
本标准由中华人民共和国冶金工业部提出.本标准由冶金工业部信息标准研究院归口。本标准由冶金工业部信息标准研究院、鞍山钢铁公司、抚顺钢厂负贵起草。本标准亡要起萨人黄东,邓献。
本标准水平等级标记GB/T14977—941
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。