JB/T 7531-1994
基本信息
标准号: JB/T 7531-1994
中文名称:旋压件设计规范
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1994-10-25
实施日期:1995-10-01
作废日期:2005-09-01
下载格式:pdf zip
相关标签: 设计规范
标准分类号
中标分类号:机械>>加工工艺>>J32锻压
关联标准
替代情况:被JB/T 7531-2005代替
出版信息
页数:5页
标准价格:8.0
相关单位信息
标准简介
被JB/T 7531-2005代替
标准图片预览


标准内容
中华人民共和国机械行业标准
旋压件设计规范
主题内容与适用范围
JB/T 7531 -- 94
本标准规定了金属旋压件的结构设计原则及结构要素,本标准用作旋压产品设计人员设计旋压件的依据,也可供从事旋压科研、生产人员拟定旋压工艺之用。2引用标准
JB/T7532旋压件工艺编制原则
3术语
3.1旋压
旋压是用于成形薄壁空心回转体零件的一种金属压力加工方法。它是借旋轮、擀棒或滚珠等工具作进给运动,加压于随旋压模沿同一轴线旋转的金属毛坏,使其产生连续的局部塑性成形南成为所需要的空心回转体零件。
3.2普通旋压
主要改变毛坏直径尺寸而成形零件的旋厉方法,其壁厚随着形状的改变,有少量减薄或增厚,而且沿母线分布是不均匀的。
3.3变薄旋压(强力旋压)
旋压成形过程中在较高的接触压力下毛坏壁厚逐点地、有规律地减薄而直径无显著变化。3.4正旋
在成形过程中,变形金属流动方向与旋轮纵向进给方向相间。3.5反旋
在成形过程中,变形金属流动方问与旋轮纵向进给方向相反。3.6正弦律
锥形件变薄旋压时,板坏厚度变化须遵循的基本规律,在同一直径上,工件厚度t等十板坏厚度t。与工件半锥角α的正弦值之积。4旋压件的分类
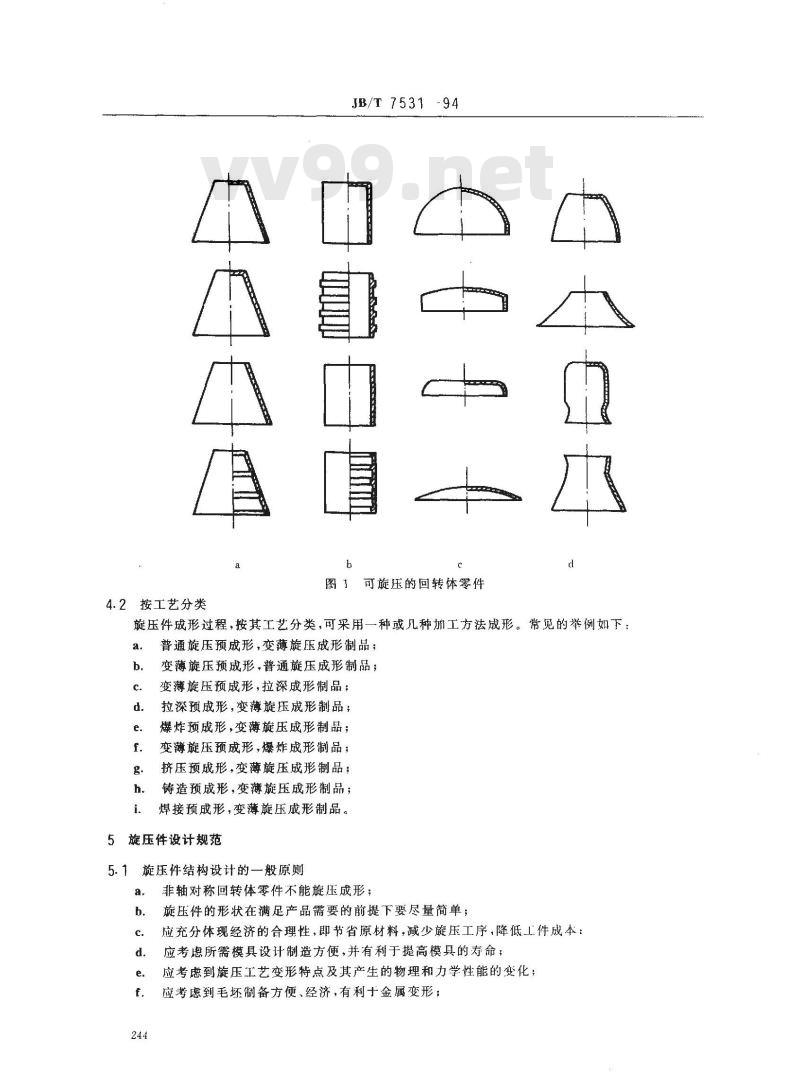
4.1按旋压件形状分类(见图1所示):a.
锥形件,
简形件(其中包括带底、不带底和内、外表面带台阶的);b.
椭球形件;
曲母线形件(含两种和多种形状组合)。中华人民共和国机械工业部1994-10-25批准1995-10-01实施
4.2按工艺分类
JB/T7531-94
图」可旋压的回转体零件
旋压件成形过程,按其工艺分类,可采用一种或几种加工方法成形。常见的举例如下:a,
普通旋压预成形,变薄旋压成形制品;变薄旋压预成形.普通旋压成形制品;变薄旋压预成形,拉深成形制品;拉深预成形,变薄旋压成形制品;爆炸预成形,变薄旋压成形制品;变薄旋压预成形,爆炸成形制品;挤压预成形,变薄旋压成形制品;铸造预成形,变薄旋压成形制品;焊接预成形,变薄旋压成形制品。5旋压件设计规范
旋压件结构设计的一般原则
非轴对称回转体零件不能旋压成形;旋压件的形状在满足产品需要的前提下要尽量简单;应充分体现经济的合理性,即节省原材料,减少旋压工序,降低工件成本:应考虑所需模具设计制造方便,并有利于提高模具的寿命;应考虑到旋压工艺变形特点及其产生的物理和力学性能的变化;应考虑到毛坏制备方便、经济,有利十金属变形;JB/T 7531 --- 94
号。应考虑到成形过程中和成形后的热处理工艺的影响因素;h.所有能进行冷热成形的金属材料都能旋压成形。对低塑性难变形金属以及部分铸造毛坏一般应采取热旋压工艺;
i.应考虑工件装卸方便。
5.2旋压件结构要素
5.2.1旋压件壁厚
应尽量采用等壁厚结构,如为非等壁厚旋压件,壁厚应依次递减(或递增)。5.2.2旋斥件内径
应尽量采用等内径结构,如为非等内径旋压件,其内表面应避免局部倒锥形。5.2.3旋压件型面转接处
应圆滑过渡,其圆角半径值应与加工该产品所使用旋轮的圆角半径相匹配。5.2.4旋压件台阶
旋斥件表面台阶,其两端的斜坡过渡角度应不大于40°。5.2.5旋压件底端内表面圆角
正旋压成形的旋压件.内表面底端应设计工艺圆角,R值为2~5mm。5.2.6变薄旋压成形异形件选形
采用变薄旋压成形的锥形、椭球形旋压件,应根据正弦律法则选择旋压件形状和尺寸:5.3旋压件结构设计的技术规范
选用旋压性能(可旋性)好的材料;常用材料极限减薄率见JB/T7532中表1:利用变薄旋压后材料性能的提高,可减轻零件重量或采用较廉价的材料代用;变薄旋压时,锥形件的底部与壁部厚度尽量符合正弦律的关系;旋压件的尺寸精度和表面粗糙度要求合理;尽量减少表面凸筋的数量与高度;要充分考虑所使用的旋压机性能特点与加工范围;减少旋压件型面转接点。www.vv99.net
5.4旋压件主要工艺参数的确定见JB/T7532的规定。附加说明:
本标准由全国锻压标准化技术委员会提出并归Ⅱ。本标准由北京有色金属研究总院和北京机电研究所负责起草。本标准主要起草人张顺福、蔡福林。245
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
旋压件设计规范
主题内容与适用范围
JB/T 7531 -- 94
本标准规定了金属旋压件的结构设计原则及结构要素,本标准用作旋压产品设计人员设计旋压件的依据,也可供从事旋压科研、生产人员拟定旋压工艺之用。2引用标准
JB/T7532旋压件工艺编制原则
3术语
3.1旋压
旋压是用于成形薄壁空心回转体零件的一种金属压力加工方法。它是借旋轮、擀棒或滚珠等工具作进给运动,加压于随旋压模沿同一轴线旋转的金属毛坏,使其产生连续的局部塑性成形南成为所需要的空心回转体零件。
3.2普通旋压
主要改变毛坏直径尺寸而成形零件的旋厉方法,其壁厚随着形状的改变,有少量减薄或增厚,而且沿母线分布是不均匀的。
3.3变薄旋压(强力旋压)
旋压成形过程中在较高的接触压力下毛坏壁厚逐点地、有规律地减薄而直径无显著变化。3.4正旋
在成形过程中,变形金属流动方向与旋轮纵向进给方向相间。3.5反旋
在成形过程中,变形金属流动方问与旋轮纵向进给方向相反。3.6正弦律
锥形件变薄旋压时,板坏厚度变化须遵循的基本规律,在同一直径上,工件厚度t等十板坏厚度t。与工件半锥角α的正弦值之积。4旋压件的分类
4.1按旋压件形状分类(见图1所示):a.
锥形件,
简形件(其中包括带底、不带底和内、外表面带台阶的);b.
椭球形件;
曲母线形件(含两种和多种形状组合)。中华人民共和国机械工业部1994-10-25批准1995-10-01实施
4.2按工艺分类
JB/T7531-94
图」可旋压的回转体零件
旋压件成形过程,按其工艺分类,可采用一种或几种加工方法成形。常见的举例如下:a,
普通旋压预成形,变薄旋压成形制品;变薄旋压预成形.普通旋压成形制品;变薄旋压预成形,拉深成形制品;拉深预成形,变薄旋压成形制品;爆炸预成形,变薄旋压成形制品;变薄旋压预成形,爆炸成形制品;挤压预成形,变薄旋压成形制品;铸造预成形,变薄旋压成形制品;焊接预成形,变薄旋压成形制品。5旋压件设计规范
旋压件结构设计的一般原则
非轴对称回转体零件不能旋压成形;旋压件的形状在满足产品需要的前提下要尽量简单;应充分体现经济的合理性,即节省原材料,减少旋压工序,降低工件成本:应考虑所需模具设计制造方便,并有利于提高模具的寿命;应考虑到旋压工艺变形特点及其产生的物理和力学性能的变化;应考虑到毛坏制备方便、经济,有利十金属变形;JB/T 7531 --- 94
号。应考虑到成形过程中和成形后的热处理工艺的影响因素;h.所有能进行冷热成形的金属材料都能旋压成形。对低塑性难变形金属以及部分铸造毛坏一般应采取热旋压工艺;
i.应考虑工件装卸方便。
5.2旋压件结构要素
5.2.1旋压件壁厚
应尽量采用等壁厚结构,如为非等壁厚旋压件,壁厚应依次递减(或递增)。5.2.2旋斥件内径
应尽量采用等内径结构,如为非等内径旋压件,其内表面应避免局部倒锥形。5.2.3旋压件型面转接处
应圆滑过渡,其圆角半径值应与加工该产品所使用旋轮的圆角半径相匹配。5.2.4旋压件台阶
旋斥件表面台阶,其两端的斜坡过渡角度应不大于40°。5.2.5旋压件底端内表面圆角
正旋压成形的旋压件.内表面底端应设计工艺圆角,R值为2~5mm。5.2.6变薄旋压成形异形件选形
采用变薄旋压成形的锥形、椭球形旋压件,应根据正弦律法则选择旋压件形状和尺寸:5.3旋压件结构设计的技术规范
选用旋压性能(可旋性)好的材料;常用材料极限减薄率见JB/T7532中表1:利用变薄旋压后材料性能的提高,可减轻零件重量或采用较廉价的材料代用;变薄旋压时,锥形件的底部与壁部厚度尽量符合正弦律的关系;旋压件的尺寸精度和表面粗糙度要求合理;尽量减少表面凸筋的数量与高度;要充分考虑所使用的旋压机性能特点与加工范围;减少旋压件型面转接点。www.vv99.net
5.4旋压件主要工艺参数的确定见JB/T7532的规定。附加说明:
本标准由全国锻压标准化技术委员会提出并归Ⅱ。本标准由北京有色金属研究总院和北京机电研究所负责起草。本标准主要起草人张顺福、蔡福林。245
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。