JB/T 10158-1999
基本信息
标准号: JB/T 10158-1999
中文名称:带轮和带模滚刀 技术条件
标准类别:机械行业标准(JB)
标准状态:已作废
发布日期:1999-10-08
实施日期:2000-03-01
作废日期:2017-05-12
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>25.100切削工具
中标分类号:机械>>工艺装备>>J41刀具
关联标准
出版信息
页数:5 页
标准价格:8.0
相关单位信息
归口单位:全国刀具标准化技术委员会
发布部门:全国刀具标准化技术委员会
标准简介
JB/T 10158-1999 本标准规定了带轮滚刀和带模滚刀的技术要求,标志和包装的基本要求。 本标准适用于加工节距 5.080~31.750mm,基本齿廓按 GB/T 11361-1989《同步带传动 带轮》的带轮用的带轮滚刀及加工 GB/T 11616-1989《同步带尺寸》同步带的带模用的带模滚刀。 本标准是首次发布。
标准图片预览

标准内容
ICS 25. 100
中华人民共和国机械行业标准
JB/E10158--1999
带轮和带模滚刀
1999-10-08发布
技术条件
2000-03-01实施
国家机械工业局
J/T10158-1999
本标准自全国刀其标准化技术委员会提出。本标链由成都工具研究所归11,本标准起章单位:哈尔滨第一工具厂、上海\其厂,汉江1具厂,太原1具厂、韶关「具厂、贵阳其
本标士要起草人:萧类武、齐秀坤,刘德案。本标亍1999年10月首次发布。
中华人民共和国机械行业标准
带轮和带模谚刀
技术条件
在标崔规定了带轮案刀和带模滚刀的技术要求、标志和包装的基本要求,JB/T 10158-[999
本标准适用于加T节距5.080-31750mm,签本齿廉接GB/T11361的带轮用的带轮滚刀,及加GB[166同步带的带模用的带模滚刀,2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,不标准出版时,房示版本均火有效,所有标准都会被汀,使用本标准的各方应探讨使用下列表准股新版本的可能性,GD-T 99431988
G1136:1989
GE11616—1989
3挂术要求
高速工具烟瑟技术条性
同步带传动带轮
同步带尺小
逐刀表面不得有裂纹、烧伤及其它影响使用性能的映陷。3. 1
滚万产面相蜡奥的上限位按表1规定,装
检表而
内孔类面
轴编面
轴台外网表面
为齿后面
为齿顾面
表网扭度参款
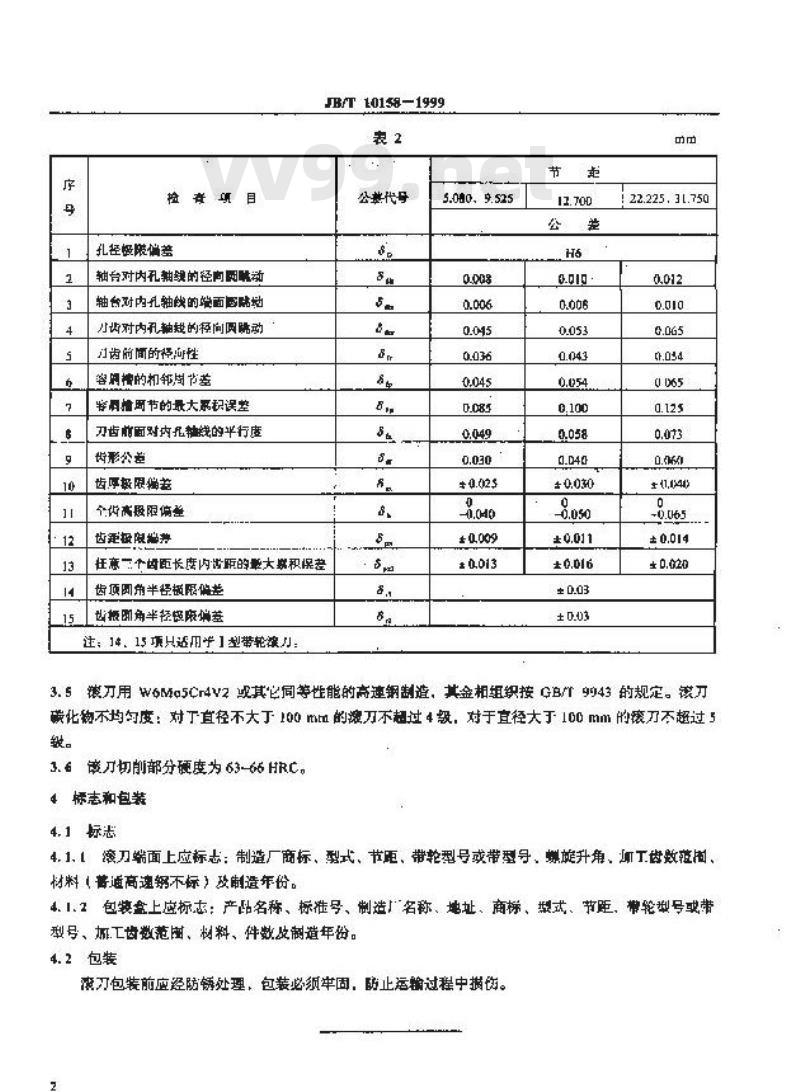
3.3刀外圆直径的极限偏差按h15,总长的极快常差按915,3.4袋刀制追的主要公类按表2的规定。国家机械工业局1999-10-08批准去间粗粉度教值
2000-03-0实施
检在项目
孔径极限偏茎
轴台对内孔轴缓的径向网赋动
轴台对内孔轴践的增面感脂
才齿对内孔轴载的轻向圆既动
门齿前面的径尚性
容润槽的抑邦因节茎
安用情厨节的最大系积误整
刀齿前面对内托线的平行皮
树形公
齿厚报限偏差
个估高股限偏望
定母限施
JB/T 10158-1999
公基代号
任意一个齿距长度内出距的大积保差齿顶圆角半径板限偏差
齿板角半径悦来偏差
注;14,15项只适用于1型带轮滚刀8
5.080, 9.525
22.225.31.750
1,044
3.5镶刀用W6Ma5心r4V2或其它同等性能的高速钢制道,其金相组织按GB门9943的规定。该刀碳化物不均句度:对于直径不大丁100 mtm的滚刀不超过4级,对于直径大于100mm的滚刀不超过5。
3.6案刀切削部分硬度为63-66HRC4标志和包装wwW.vv99.Net
4.1标志
4.1.【滚刀端面上应标志:制造厂商标,型式,节距,带轮型号或带型导,旋升角,加工做数落固、材料(普通高速钢不标)及制造年份。4.1.2包装盘上应标志:产站名称、标准号、制造厂名称、地址、商标、式、节距、带轮型号或带型号、加工齿数范围、材料、件数皮制造年份。4.2包装
滚刃包装前应经防锈处理,包装必须牢固,防止运输过程中摘伤。2
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国机械行业标准
JB/E10158--1999
带轮和带模滚刀
1999-10-08发布
技术条件
2000-03-01实施
国家机械工业局
J/T10158-1999
本标准自全国刀其标准化技术委员会提出。本标链由成都工具研究所归11,本标准起章单位:哈尔滨第一工具厂、上海\其厂,汉江1具厂,太原1具厂、韶关「具厂、贵阳其
本标士要起草人:萧类武、齐秀坤,刘德案。本标亍1999年10月首次发布。
中华人民共和国机械行业标准
带轮和带模谚刀
技术条件
在标崔规定了带轮案刀和带模滚刀的技术要求、标志和包装的基本要求,JB/T 10158-[999
本标准适用于加T节距5.080-31750mm,签本齿廉接GB/T11361的带轮用的带轮滚刀,及加GB[166同步带的带模用的带模滚刀,2引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文,不标准出版时,房示版本均火有效,所有标准都会被汀,使用本标准的各方应探讨使用下列表准股新版本的可能性,GD-T 99431988
G1136:1989
GE11616—1989
3挂术要求
高速工具烟瑟技术条性
同步带传动带轮
同步带尺小
逐刀表面不得有裂纹、烧伤及其它影响使用性能的映陷。3. 1
滚万产面相蜡奥的上限位按表1规定,装
检表而
内孔类面
轴编面
轴台外网表面
为齿后面
为齿顾面
表网扭度参款
3.3刀外圆直径的极限偏差按h15,总长的极快常差按915,3.4袋刀制追的主要公类按表2的规定。国家机械工业局1999-10-08批准去间粗粉度教值
2000-03-0实施
检在项目
孔径极限偏茎
轴台对内孔轴缓的径向网赋动
轴台对内孔轴践的增面感脂
才齿对内孔轴载的轻向圆既动
门齿前面的径尚性
容润槽的抑邦因节茎
安用情厨节的最大系积误整
刀齿前面对内托线的平行皮
树形公
齿厚报限偏差
个估高股限偏望
定母限施
JB/T 10158-1999
公基代号
任意一个齿距长度内出距的大积保差齿顶圆角半径板限偏差
齿板角半径悦来偏差
注;14,15项只适用于1型带轮滚刀8
5.080, 9.525
22.225.31.750
1,044
3.5镶刀用W6Ma5心r4V2或其它同等性能的高速钢制道,其金相组织按GB门9943的规定。该刀碳化物不均句度:对于直径不大丁100 mtm的滚刀不超过4级,对于直径大于100mm的滚刀不超过5。
3.6案刀切削部分硬度为63-66HRC4标志和包装wwW.vv99.Net
4.1标志
4.1.【滚刀端面上应标志:制造厂商标,型式,节距,带轮型号或带型导,旋升角,加工做数落固、材料(普通高速钢不标)及制造年份。4.1.2包装盘上应标志:产站名称、标准号、制造厂名称、地址、商标、式、节距、带轮型号或带型号、加工齿数范围、材料、件数皮制造年份。4.2包装
滚刃包装前应经防锈处理,包装必须牢固,防止运输过程中摘伤。2
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。