GB/T 12754-1991
基本信息
标准号: GB/T 12754-1991
中文名称:彩色涂层钢板及钢带
标准类别:国家标准(GB)
英文名称:Coloured paint coat steel plates and strips
标准状态:已作废
发布日期:1991-03-26
实施日期:1991-01-01
作废日期:2006-08-01
下载格式:pdf zip
标准分类号
标准ICS号: 冶金>>钢铁产品>>77.140.50扁平钢和半成品
中标分类号:冶金>>钢铁产品>>H46钢板、钢带
关联标准
替代情况:被GB/T 12754-2006代替
出版信息
出版社:中国标准出版社
页数:出版社:
标准价格:10.0
出版日期:1991-01-01
相关单位信息
首发日期:1991-03-26
复审日期:2004-10-14
起草人:熊武建、孔鲜梅、柯史炫、李洁珍等
起草单位:武汉钢铁公司
归口单位:全国钢标准化技术委员会
提出单位:中华人民共和国冶国工业部
发布部门:国家技术监督局
主管部门:中国钢铁工业协会
标准简介
本标准规定了彩色涂层钢板和钢带的分类、技术要求和试验方法等。本标准适用于卷材涂层线生产的上表面为二涂结构供建筑材料、家用电器、钢制家具等行业使用的彩色涂层钢板和钢带。其他涂层结构的产品技术条件由供需双方协商。
标准图片预览
标准内容
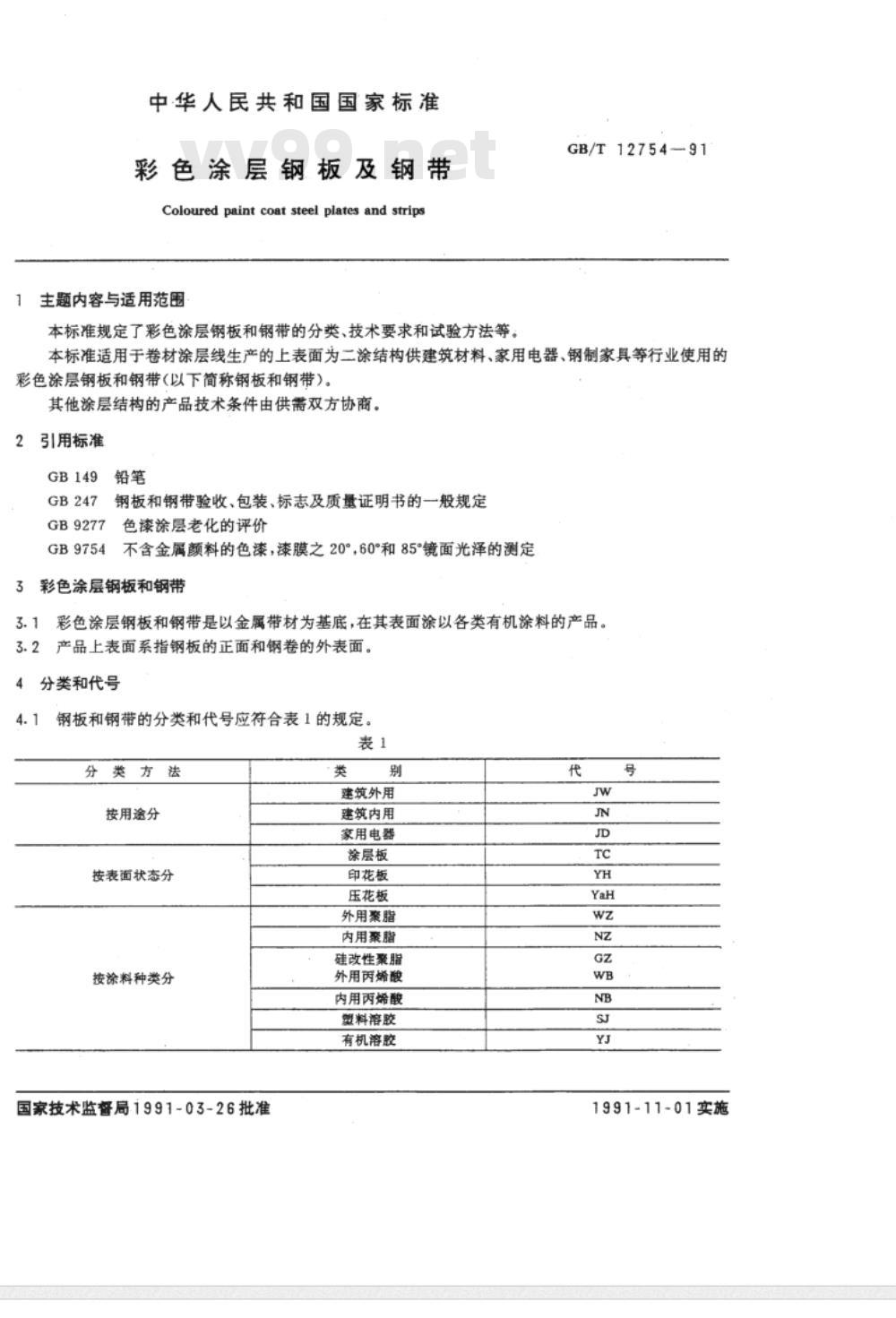
中华人民共和国国家标准
彩色涂层钢板及钢带
Coloured paint coat steel plates and strips主题内容与适用范围
本标准规定了彩色涂层钢板和钢带的分类、技术要求和试验方法等。GB/T12754—91
本标准适用于卷材涂层线生产的上表面为二涂结构供建筑材料、家用电器、钢制家具等行业使用的彩色涂层钢板和钢带(以下简称钢板和钢带)。其他涂层结构的产品技术条件由供需双方协商。2
引用标准
钢板和钢带验收、包装、标志及质量证明书的一般规定GB9277
GB9754
色速途层老化的评价
不含金属颜料的色漆,漆膜之20°,60°和85°镜面光泽的测定彩色涂层钢板和钢带
彩色涂层钢板和钢带是以金属带材为基底,在其表面涂以各类有机涂料的产品。3.1
产品上表面系指钢板的正面和钢卷的外表面。3.2
分类和代号
钢板和钢带的分类和代号应符合表1的规定。表1
分类方法
按用途分
按表面状态分
按涂料种类分
国家技术监督局1991-03-26批准类
建筑外用
建筑内用
家用电器
涂层板
印花板
压花板
外用聚脂
内用聚脂
硅改性聚脂
外用丙烯酸
内用丙烯酸
塑料溶胶
有机溶胶
1991-11-01实施
分类方法
按基材类别分
GB/T1275491
续表1
低碳锅冷轧钢带
小锌花平整钢带
大锋花平整钢带
锌铁合金钢带
电镀锌钢带
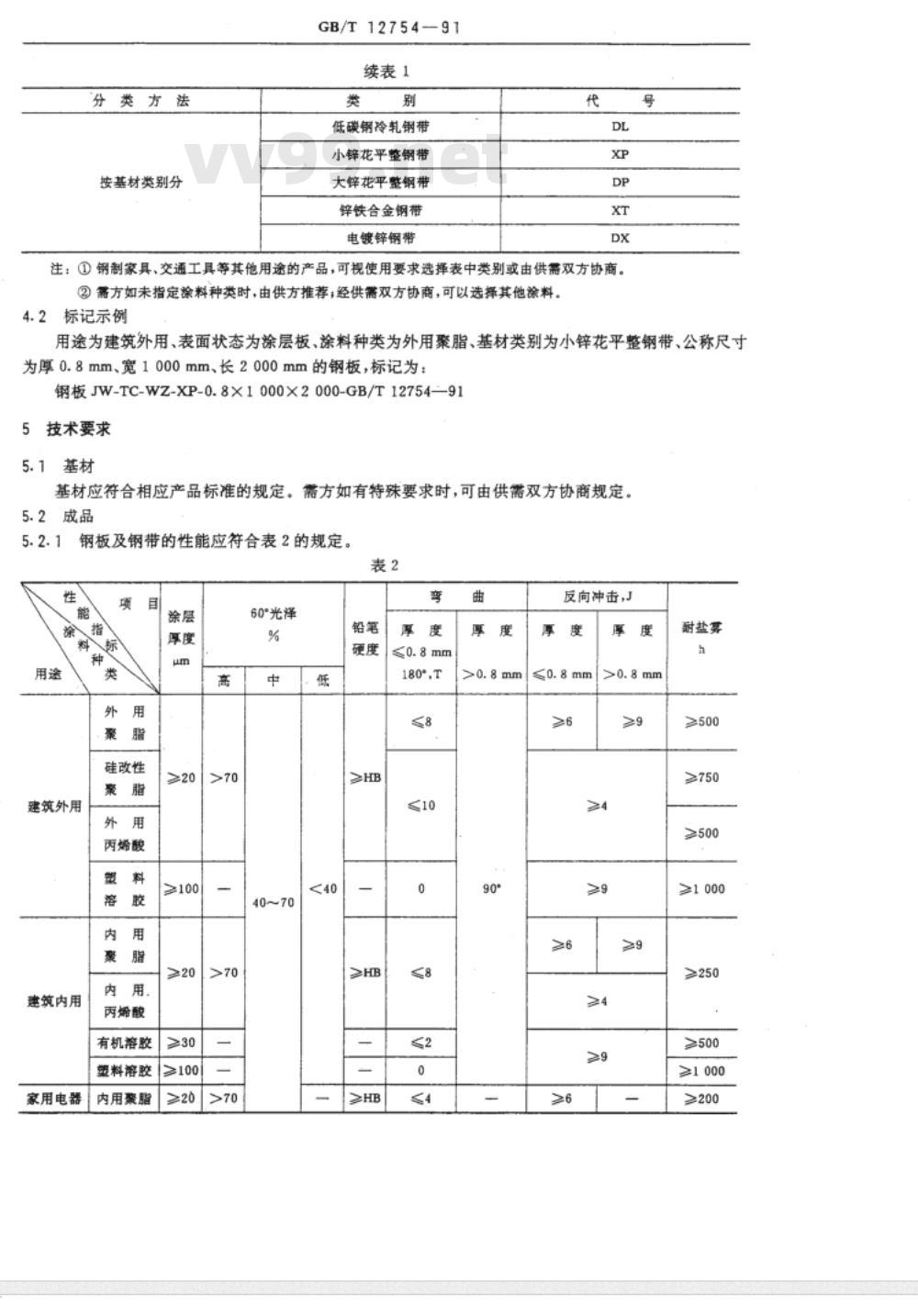
注:①钢制家具、交通工具等其他用途的产品,可规使用要求选择表中类别或由供需双方协商。②需方如未指定涂料种类时,由供方推荐;经供需双方协商,可以选择其他涂料。4.2标记示例
用途为建筑外用、表面状态为涂层板、涂料种类为外用聚脂、基材类别为小锌花平整钢带、公称尺寸为厚0.8mm、宽1000mm、长2000mm的钢板,标记为:钢板JW-TC-WZ-XP-0.8×1000×2000-GB/T12754-915技术要求
5.1基材
基材应符合相应产品标准的规定。需方如有特殊要求时,可由供需双方协商规定。5.2成品
钢板及钢带的性能应符合表2的规定。表2
建筑外用
建筑内用
家用电器Www.vV99.net
硅改性
丙烯酸
丙烯酸
有机溶胶
塑料溶胶
内用聚脂
≥20>70
≥100
60°光泽
≥>HB
180°,T
反向冲击,J
耐盐雾
≥500
≥750
≥1 000
≥1 000
≥200
GB/T12754—91
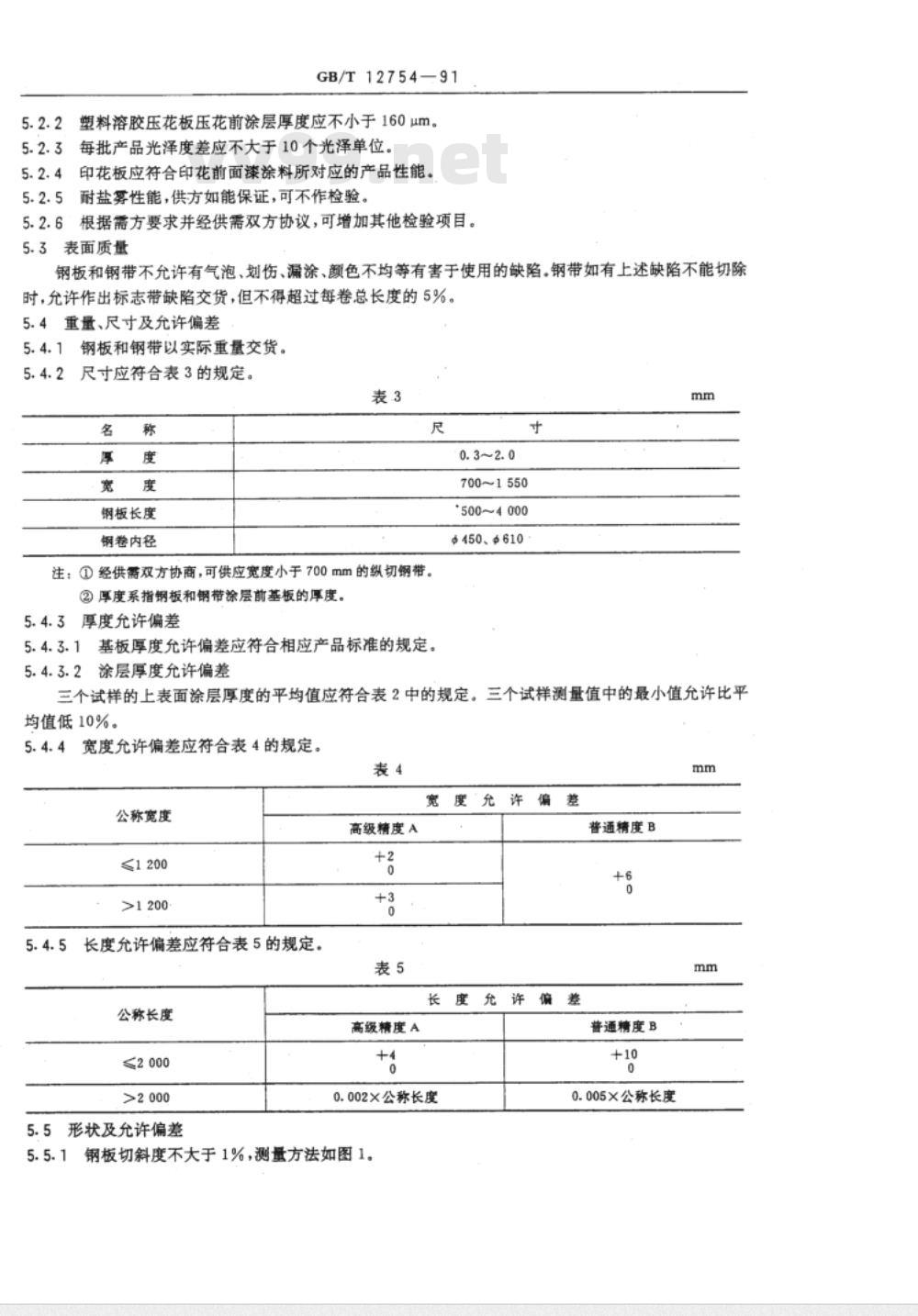
塑料溶胶压花板压花前涂层厚度应不小于160um。每批产品光泽度差应不大于10个光泽单位。印花板应符合印花前面漆涂料所对应的产品性能。耐盐雾性能,供方如能保证,可不作检验。5.2.5
根据需方要求并经供需双方协议,可增加其他检验项目。5.3表面质量
钢板和钢带不允许有气泡、划伤、漏涂、颜色不均等有害于使用的缺陷。钢带如有上述缺陷不能切除时,允许作出标志带缺陷交货,但不得超过每卷总长度的5%。5.4
重量、尺寸及允许偏差
钢板和钢带以实际重量交货。
尺寸应符合表3的规定。
钢板长度
钢卷内径
注:①经供需双方协商,可供应宽度小于700mm的纵切钢带。②厚度系指钢板和钢带涂层前基板的厚度。5.4.3厚度允许偏差
5.4.3.1基板厚度允许偏差应符合相应产品标准的规定。5.4.3.2涂层厚度允许偏差
700~1550
*500~4000
$450、$610
三个试样的上表面涂层厚度的平均值应符合表2中的规定。三个试样测量值中的最小值允许比平均值低10%。
宽度允许偏差应符合表4的规定。5.4.4
公称宽度
高级精度A
≤1200
>1 200
长度允许偏差应符合表5的规定,公称长度
≤2000
>2 000
5.5形状及允许偏差
高缓精度A
长度允许偏
0.002X公称长度
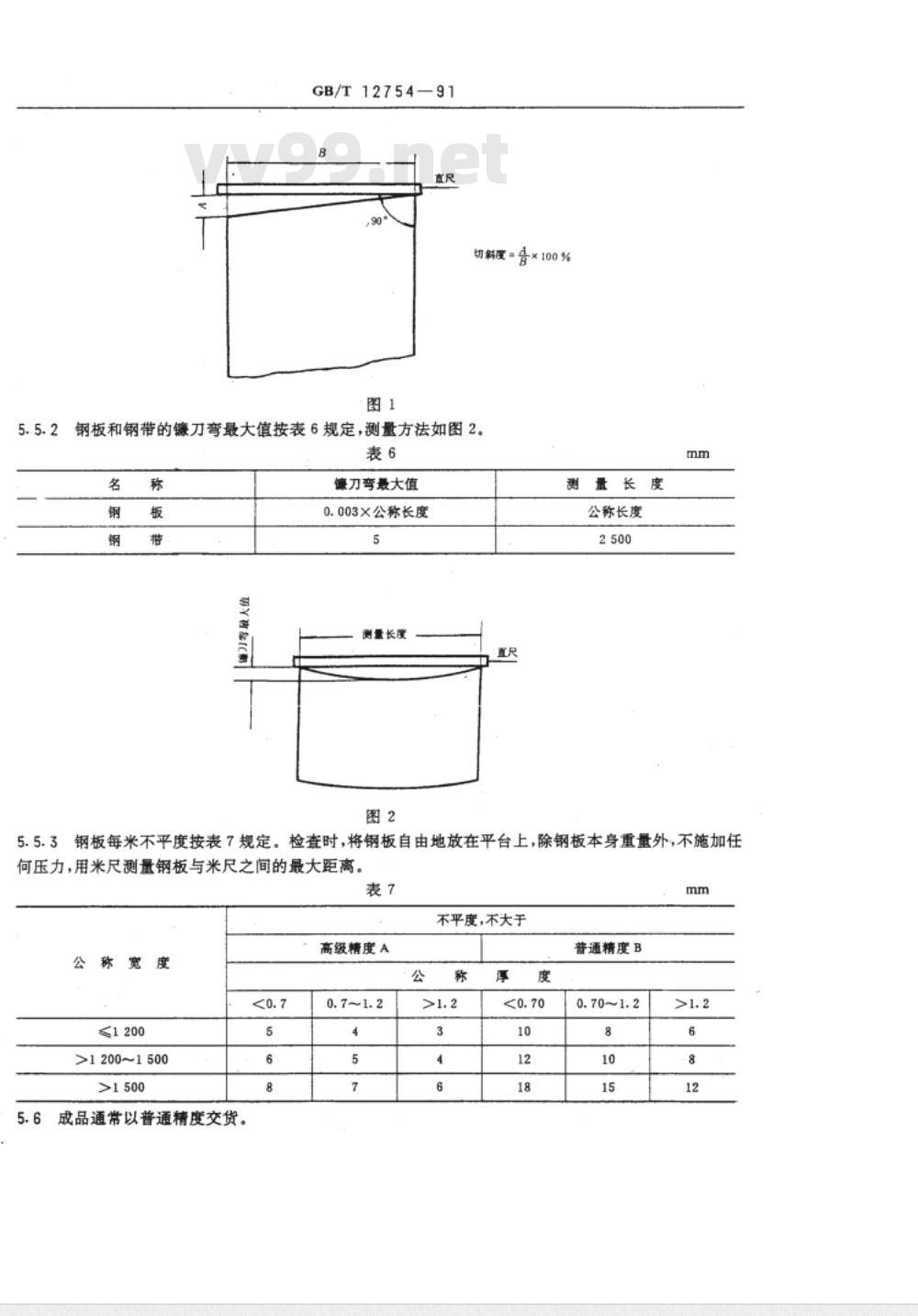
钢板切斜度不大于1%,测量方法如图1。5.5.1
酱通精度B
普通精度B
0.005×公称长度
GB/T12754—91
切解度=骨×100%
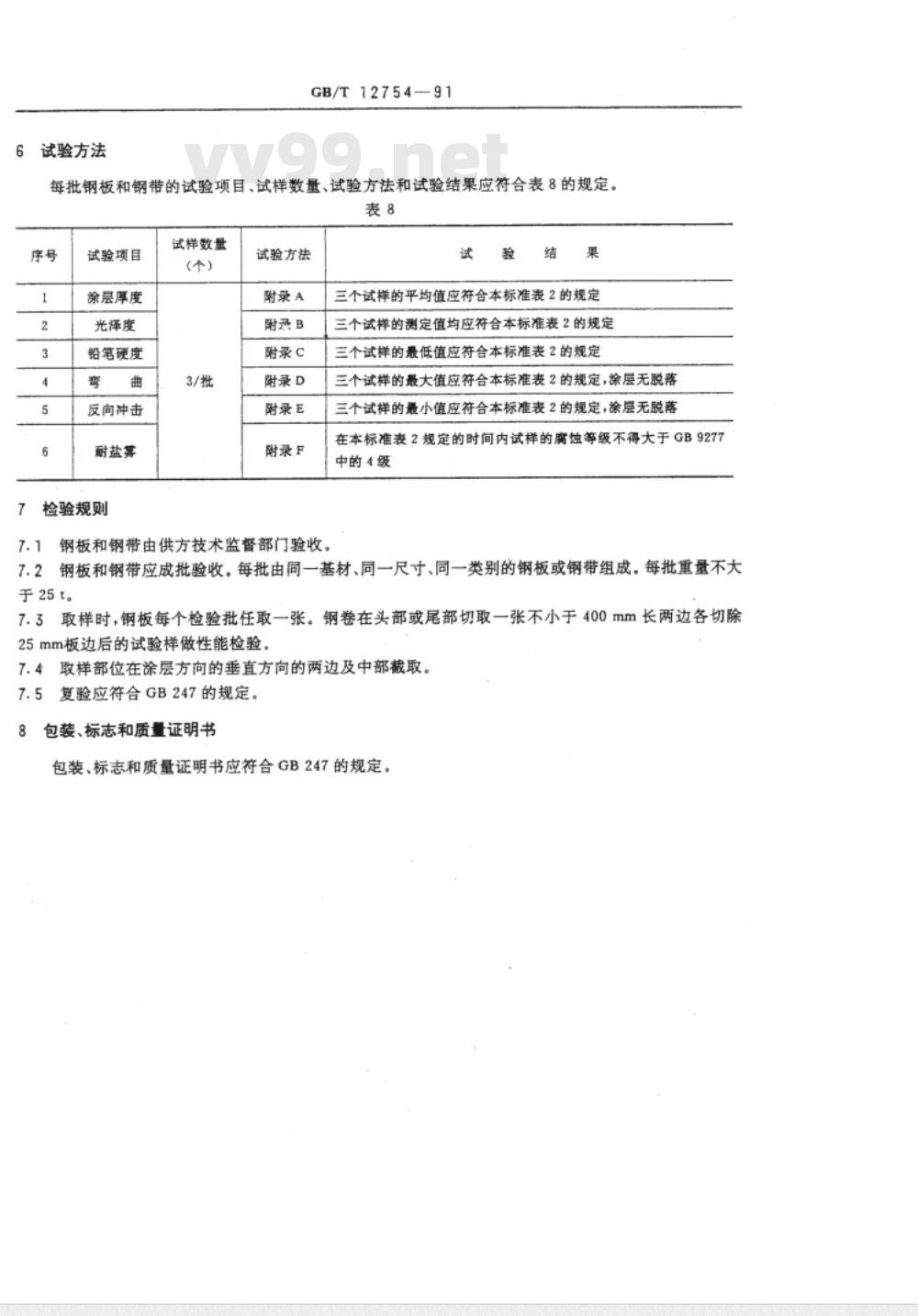
钢板和钢带的镶刀弯最大值按表6规定,测量方法如图2。表6
勇丫有C新
镶刀弯最大值
0.003×公称长度
测量长度
测量长度
公称长度
钢板每米不平度按表7规定。检查时,将板自由地放在平台上,除钢板本身重量外,不施加任5.5.3
何压力,用米尺测量钢板与米尺之间的最大距离。表7
称宽度
≤1200
>1200~1500
成品通常以普通精度交货。
高级精度A
不平度,不大于
普通精度B
试验方法
GB/T12754—91
每批钢板和钢带的试验项目、试样数量、试验方法和试验结果应符合表8的规定。表8
试验项目
涂层厚度
光泽度
铅笔硬度
反向冲击
耐盐雾
检验规则
试样数量
(个)
试验方法
附录 A
附录B
附录C
附录D
附录E
附录F
钢板和钢带由供方技术监督部门验收。试
三个试样的平均值应符合本标准表2的规定三个试样的测定值均应符合本标准表2的规定三个试样的最低值应符合本标准表2的规定三个试样的最大值应符合本标准表2的规定,涂层无脱落三个试样的最小值应符合本标准表2的规定,涂层无脱落在本标准表2规定的时间内试样的腐蚀等级不得大于GB9277中的4级
钢板和钢带应成批验收。每批由同一基材、同一尺寸、同一类别的钢板或钢带组成。每批重量不大7.2
于25t。
7.3取样时,钢板每个检验批任取一张。钢卷在头部或尾部切取一张不小于400mm长两边各切除25mm板边后的试验样做性能检验。7.4取样部位在涂层方向的垂直方向的两边及中部截取。7.5复验应符合GB247的规定。
包装、标志和质量证明书
包装、标志和质量证明书应符合GB247的规定。A1磁性测厚仪法
A1.1仪器
磁性测厚仪。
A1.2试样
GB/T12754—91
附录A
涂层厚度测量方法
(补充件)
试样应平整,表面无油污、灰尘和损伤。试样尺寸不得小于75×150mm。A1.3试验步骤
A1.3.1将探头放在与待测试样化学成分、厚度相同的无涂层金属基板几个不同的位置上,将仪器调至零点。
A1.3.2选择与被测涂层厚度相近的标准片,置于探头和金属基板之间,调节仪器,使其准确指示出标准片的厚度。反复进行调零和校准刻度的操作,直至获得稳定的读数。在操作中要经常进行A1.3.1和A1.3.2步骤。
A1.3.3选择距试样边部距离大于25mm的三点进行涂层厚度测量,三点厚度的平均值,即为该试样的涂层厚度,
A1.3.4当卷材基板为镀层板时,应用无锌层的基板调零,然后测量锌层和涂层的总厚度,再将涂层用对锌层无腐蚀作用的脱漆剂除去,在同一地方测量锌层厚度(或用已知锌层单位面积重量换算成锌层厚度),两者之差即为涂层厚度。基板为热镀锌板时,测量点数应适当增加。A2金相显微镜法(仲裁试验用)A2.1仪器和材料
目镜带标尺的显微镜,读数精确至2.5μm;适当牌号的水砂纸和金相砂纸;固定试样用树脂(应对漆膜无损害作用且颜色明显区别于涂层)。A2.2试验程序
A2.2.1制备观测用金相试样(注意应使试样与观测面尽量精确垂直),打磨、抛光制备的试样,使其足够平滑,以便能在显微镜下读取读数。A2.2.2用金相显微镜目镜上的标尺,在试样断面处对涂层厚度进行7次测量,7处涂层厚度的平均值即为该试样的涂层厚度。
附录B
涂层60°镜面光泽试验方法
(补充件)
B1仪器
60°光泽仪或多角光泽仪,应符合GB9754的规定。两块工作标准板,其中一块是高光泽度标准板,另一块是低光泽度标准板。应定期校正并由计量部门进行鉴定。
B2试样
GB/T12754-91
试样必须平坦,表面无油污、灰尘和损伤,根据仪器选择合适的尺寸。B3试验步骤
B3.1按仪器说明书要求将仪器预热。B3.2将仪器光源入射角置于60°位置,然后进行仪器零点校正。B3.3将高光泽度标准板置于测试窗口,调整仪器使其指示高光泽标准值,再将低光泽度标准板置于测试窗口,读出光泽值。该读数与其所标出的数值不得超过1个光泽单位。B3.4将试样置于仪器测试窗口,在试样表面三个不同位置测定,记录光泽值。三次测定结果的平均值即为该试样的光泽。
附录C
涂层铅笔硬度试验方法
(补充件)
C1仪器和材料
一组绘图铅笔,应符合GB149中的规定。削笔刀;
No400\砂纸。
C2试样准备
试样应在23士2C的环境中至少放置24h,试验应在相同条件下进行,当需要在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃,相对湿度50士5%条件下放置和试验。C3试验步骤
C3.1由削笔刀将铅笔削至露出5~6mm铅芯(不得损伤铅芯),然后将铅芯与砂纸平面垂直划圈平磨,直至获得边缘锐利整齐的平整铅芯端面。C3.2把涂层试样固定于水平台面上,握住已削磨的铅笔,使其与涂层表面呈45°角用力(此力大小应使铅笔端缘破碎或犁破涂膜)以约每秒1mm速度向前推进犁划(如图C1),从最硬的铅笔开始,用每级铅笔犁划五次(铅笔每使用一次要旋转180°或重磨后再用)。五次试验中若有二次能犁破涂层,则换用较软的一支,直至找出四次以上完全不能型破涂层的最硬的铅笔为止,此铅笔的硬度标号,即为被测涂层的铅笔硬度。
图C1型划示意图
D1180°弯曲试验方法
D1.1仪器材料
GB/T12754-91
附录D
弯曲试验方法
(补充件)
弯曲试验装置、如T弯试验机、可将试样弯曲成45°角,压平装置(可用台钳)将弯曲后试样压平。试验装置还可由供需双方商定采用其他类似设备。透明胶带,其剥离强度不小于0.25N/mm。D1.2试样准备
试样宽度应大于100mm。试验前应将试样在23士2℃的环境中至少放置24h,试样也需要在相同的条件下进行。当需要在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃,相对湿度50士5%的条件下放置和试验。
D1.3试验步骤
D1.3.1将试样被测面朝下,一端插入试验装置中约15mm,压紧试样,转动手柄将试样弯曲到45°,取出试样,插入台钳,将试样的弯曲部分压紧,即完成“0T”弯曲。D1.3.2在弯曲试验装置上再压紧试样的0T弯曲部位,并使其弯曲180°,试样弯形处有一个试板厚度的中间层。即完成\1T”弯曲,依此继续操作可得2'T、3'T....弯曲(见图D1),当试样弯曲大于1T时,弯曲面重叠处不应有明显空隙,否则试验应重做。D1.3.3将胶带贴于试样的弯曲面,并用手指压平,然后按与涂层面垂直的方向立即将其撕下,检查是否有涂层脱落。离边缘10mm内的涂层损伤不予考虑。把这一端插入台错
试样宽度
被测徐尽面
被测途层面
被测涂层面
被测徐层面
D290°弯曲试验方法
D2.1仪器材料
IT学曲
2T弯曲
3T享曲
180°弯曲示意图
仪器和材料与D1.1相同。
D2.2试样准备
试样准备与D1.2相同。
D2.3试验步骤
GB/T12754—91
D2.3.1将试样被测面朝下,一端插入试验装置中约15mm,压紧试样,转动手柄将试样弯曲到90°,取出试样。
D2.3.2将胶带贴于试样外弯曲面,用手指压平后,迅速撕下,检查是否有涂层脱落。离边缘10mm内的涂层损伤不予考虑。
附录E
冲击试验方法
(补充件)
仪器和材料
冲击试验机、由基座、垂直导管、重锤和半球形冲头组成。冲头直径15.87mm(5/8in)。透明胶带,其剥离强度应不小于0.25N/mm。E2试样准备
试样尺寸至少为75×150mm。试验前应将试样在23士2℃的环境中至少放置24h,试验也需要在相同条件下进行。当需在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃、相对湿度50士5%的条件下放置和试验。
E3试验步骗
E3.1根据产品规定的冲击功选择重锤,并把它升至适当高度。E3.2将试样被测面向下放在冲模上,使重锤落下,试样被冲成一个圆丘形状的凸起。E3.3将胶带贴于试样变形处,用手指摩擦、压紧胶带,然后按与涂层面垂直的方向立即将其撕下。检查涂层是否脱落。
E3.4在同一试样的另二区域重复上述操作,至少两次试验均无涂层脱落,则评定为涂层耐冲击合格。附录F
盐水喷雾试验
(补充件)
F1仪器和材料
盐雾箱,箱内应配有1支或多支募化喷嘴,可连续喷雾。另外,还应有盐水贮存槽、空气饱和器和无油无灰尘的压缩空气供给系统。氯化钠(AR);
去离子水。
GB/T1275491
试样表面应无油污、灰尘和损伤。尺寸为75×150mm。F3
试验条件
试验箱温度为35士2℃。
盐水浓度50士5g/L,冷凝后的pH值应为6.5~7.2。F3.2
压缩空气预热到46~49℃。
喷雾量每80cm2水平面,每小时收集到的降雾量应为1.0~2.0mL(以24h喷雾时间计)试验步骤
将试样边部用耐蚀性不低于试样涂层的涂料或胶带封闭保护。配制盐水,调整试验箱,使其达到规定的试验条件。将试样与垂直方向成15°~30°角放置在盐雾箱内。F4.3
试验至规定时间后,取出试样,在清水中洗净,冷风吹干。F4.4
F4.5按GB9277标准立即评定涂层起泡或生锈程度。附加说明:
本标准由中华人民共和国冶金工业部提出。本标准由武汉钢铁公司,广州彩色带钢厂负责起草。本标准主要起草人熊武建、孔鲜梅、柯史炫、李洁珍、毛汉华、陈静、袁明生。GB/T12754—91I
本标准水平等级标记
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
彩色涂层钢板及钢带
Coloured paint coat steel plates and strips主题内容与适用范围
本标准规定了彩色涂层钢板和钢带的分类、技术要求和试验方法等。GB/T12754—91
本标准适用于卷材涂层线生产的上表面为二涂结构供建筑材料、家用电器、钢制家具等行业使用的彩色涂层钢板和钢带(以下简称钢板和钢带)。其他涂层结构的产品技术条件由供需双方协商。2
引用标准
钢板和钢带验收、包装、标志及质量证明书的一般规定GB9277
GB9754
色速途层老化的评价
不含金属颜料的色漆,漆膜之20°,60°和85°镜面光泽的测定彩色涂层钢板和钢带
彩色涂层钢板和钢带是以金属带材为基底,在其表面涂以各类有机涂料的产品。3.1
产品上表面系指钢板的正面和钢卷的外表面。3.2
分类和代号
钢板和钢带的分类和代号应符合表1的规定。表1
分类方法
按用途分
按表面状态分
按涂料种类分
国家技术监督局1991-03-26批准类
建筑外用
建筑内用
家用电器
涂层板
印花板
压花板
外用聚脂
内用聚脂
硅改性聚脂
外用丙烯酸
内用丙烯酸
塑料溶胶
有机溶胶
1991-11-01实施
分类方法
按基材类别分
GB/T1275491
续表1
低碳锅冷轧钢带
小锌花平整钢带
大锋花平整钢带
锌铁合金钢带
电镀锌钢带
注:①钢制家具、交通工具等其他用途的产品,可规使用要求选择表中类别或由供需双方协商。②需方如未指定涂料种类时,由供方推荐;经供需双方协商,可以选择其他涂料。4.2标记示例
用途为建筑外用、表面状态为涂层板、涂料种类为外用聚脂、基材类别为小锌花平整钢带、公称尺寸为厚0.8mm、宽1000mm、长2000mm的钢板,标记为:钢板JW-TC-WZ-XP-0.8×1000×2000-GB/T12754-915技术要求
5.1基材
基材应符合相应产品标准的规定。需方如有特殊要求时,可由供需双方协商规定。5.2成品
钢板及钢带的性能应符合表2的规定。表2
建筑外用
建筑内用
家用电器Www.vV99.net
硅改性
丙烯酸
丙烯酸
有机溶胶
塑料溶胶
内用聚脂
≥20>70
≥100
60°光泽
≥>HB
180°,T
反向冲击,J
耐盐雾
≥500
≥750
≥1 000
≥1 000
≥200
GB/T12754—91
塑料溶胶压花板压花前涂层厚度应不小于160um。每批产品光泽度差应不大于10个光泽单位。印花板应符合印花前面漆涂料所对应的产品性能。耐盐雾性能,供方如能保证,可不作检验。5.2.5
根据需方要求并经供需双方协议,可增加其他检验项目。5.3表面质量
钢板和钢带不允许有气泡、划伤、漏涂、颜色不均等有害于使用的缺陷。钢带如有上述缺陷不能切除时,允许作出标志带缺陷交货,但不得超过每卷总长度的5%。5.4
重量、尺寸及允许偏差
钢板和钢带以实际重量交货。
尺寸应符合表3的规定。
钢板长度
钢卷内径
注:①经供需双方协商,可供应宽度小于700mm的纵切钢带。②厚度系指钢板和钢带涂层前基板的厚度。5.4.3厚度允许偏差
5.4.3.1基板厚度允许偏差应符合相应产品标准的规定。5.4.3.2涂层厚度允许偏差
700~1550
*500~4000
$450、$610
三个试样的上表面涂层厚度的平均值应符合表2中的规定。三个试样测量值中的最小值允许比平均值低10%。
宽度允许偏差应符合表4的规定。5.4.4
公称宽度
高级精度A
≤1200
>1 200
长度允许偏差应符合表5的规定,公称长度
≤2000
>2 000
5.5形状及允许偏差
高缓精度A
长度允许偏
0.002X公称长度
钢板切斜度不大于1%,测量方法如图1。5.5.1
酱通精度B
普通精度B
0.005×公称长度
GB/T12754—91
切解度=骨×100%
钢板和钢带的镶刀弯最大值按表6规定,测量方法如图2。表6
勇丫有C新
镶刀弯最大值
0.003×公称长度
测量长度
测量长度
公称长度
钢板每米不平度按表7规定。检查时,将板自由地放在平台上,除钢板本身重量外,不施加任5.5.3
何压力,用米尺测量钢板与米尺之间的最大距离。表7
称宽度
≤1200
>1200~1500
成品通常以普通精度交货。
高级精度A
不平度,不大于
普通精度B
试验方法
GB/T12754—91
每批钢板和钢带的试验项目、试样数量、试验方法和试验结果应符合表8的规定。表8
试验项目
涂层厚度
光泽度
铅笔硬度
反向冲击
耐盐雾
检验规则
试样数量
(个)
试验方法
附录 A
附录B
附录C
附录D
附录E
附录F
钢板和钢带由供方技术监督部门验收。试
三个试样的平均值应符合本标准表2的规定三个试样的测定值均应符合本标准表2的规定三个试样的最低值应符合本标准表2的规定三个试样的最大值应符合本标准表2的规定,涂层无脱落三个试样的最小值应符合本标准表2的规定,涂层无脱落在本标准表2规定的时间内试样的腐蚀等级不得大于GB9277中的4级
钢板和钢带应成批验收。每批由同一基材、同一尺寸、同一类别的钢板或钢带组成。每批重量不大7.2
于25t。
7.3取样时,钢板每个检验批任取一张。钢卷在头部或尾部切取一张不小于400mm长两边各切除25mm板边后的试验样做性能检验。7.4取样部位在涂层方向的垂直方向的两边及中部截取。7.5复验应符合GB247的规定。
包装、标志和质量证明书
包装、标志和质量证明书应符合GB247的规定。A1磁性测厚仪法
A1.1仪器
磁性测厚仪。
A1.2试样
GB/T12754—91
附录A
涂层厚度测量方法
(补充件)
试样应平整,表面无油污、灰尘和损伤。试样尺寸不得小于75×150mm。A1.3试验步骤
A1.3.1将探头放在与待测试样化学成分、厚度相同的无涂层金属基板几个不同的位置上,将仪器调至零点。
A1.3.2选择与被测涂层厚度相近的标准片,置于探头和金属基板之间,调节仪器,使其准确指示出标准片的厚度。反复进行调零和校准刻度的操作,直至获得稳定的读数。在操作中要经常进行A1.3.1和A1.3.2步骤。
A1.3.3选择距试样边部距离大于25mm的三点进行涂层厚度测量,三点厚度的平均值,即为该试样的涂层厚度,
A1.3.4当卷材基板为镀层板时,应用无锌层的基板调零,然后测量锌层和涂层的总厚度,再将涂层用对锌层无腐蚀作用的脱漆剂除去,在同一地方测量锌层厚度(或用已知锌层单位面积重量换算成锌层厚度),两者之差即为涂层厚度。基板为热镀锌板时,测量点数应适当增加。A2金相显微镜法(仲裁试验用)A2.1仪器和材料
目镜带标尺的显微镜,读数精确至2.5μm;适当牌号的水砂纸和金相砂纸;固定试样用树脂(应对漆膜无损害作用且颜色明显区别于涂层)。A2.2试验程序
A2.2.1制备观测用金相试样(注意应使试样与观测面尽量精确垂直),打磨、抛光制备的试样,使其足够平滑,以便能在显微镜下读取读数。A2.2.2用金相显微镜目镜上的标尺,在试样断面处对涂层厚度进行7次测量,7处涂层厚度的平均值即为该试样的涂层厚度。
附录B
涂层60°镜面光泽试验方法
(补充件)
B1仪器
60°光泽仪或多角光泽仪,应符合GB9754的规定。两块工作标准板,其中一块是高光泽度标准板,另一块是低光泽度标准板。应定期校正并由计量部门进行鉴定。
B2试样
GB/T12754-91
试样必须平坦,表面无油污、灰尘和损伤,根据仪器选择合适的尺寸。B3试验步骤
B3.1按仪器说明书要求将仪器预热。B3.2将仪器光源入射角置于60°位置,然后进行仪器零点校正。B3.3将高光泽度标准板置于测试窗口,调整仪器使其指示高光泽标准值,再将低光泽度标准板置于测试窗口,读出光泽值。该读数与其所标出的数值不得超过1个光泽单位。B3.4将试样置于仪器测试窗口,在试样表面三个不同位置测定,记录光泽值。三次测定结果的平均值即为该试样的光泽。
附录C
涂层铅笔硬度试验方法
(补充件)
C1仪器和材料
一组绘图铅笔,应符合GB149中的规定。削笔刀;
No400\砂纸。
C2试样准备
试样应在23士2C的环境中至少放置24h,试验应在相同条件下进行,当需要在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃,相对湿度50士5%条件下放置和试验。C3试验步骤
C3.1由削笔刀将铅笔削至露出5~6mm铅芯(不得损伤铅芯),然后将铅芯与砂纸平面垂直划圈平磨,直至获得边缘锐利整齐的平整铅芯端面。C3.2把涂层试样固定于水平台面上,握住已削磨的铅笔,使其与涂层表面呈45°角用力(此力大小应使铅笔端缘破碎或犁破涂膜)以约每秒1mm速度向前推进犁划(如图C1),从最硬的铅笔开始,用每级铅笔犁划五次(铅笔每使用一次要旋转180°或重磨后再用)。五次试验中若有二次能犁破涂层,则换用较软的一支,直至找出四次以上完全不能型破涂层的最硬的铅笔为止,此铅笔的硬度标号,即为被测涂层的铅笔硬度。
图C1型划示意图
D1180°弯曲试验方法
D1.1仪器材料
GB/T12754-91
附录D
弯曲试验方法
(补充件)
弯曲试验装置、如T弯试验机、可将试样弯曲成45°角,压平装置(可用台钳)将弯曲后试样压平。试验装置还可由供需双方商定采用其他类似设备。透明胶带,其剥离强度不小于0.25N/mm。D1.2试样准备
试样宽度应大于100mm。试验前应将试样在23士2℃的环境中至少放置24h,试样也需要在相同的条件下进行。当需要在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃,相对湿度50士5%的条件下放置和试验。
D1.3试验步骤
D1.3.1将试样被测面朝下,一端插入试验装置中约15mm,压紧试样,转动手柄将试样弯曲到45°,取出试样,插入台钳,将试样的弯曲部分压紧,即完成“0T”弯曲。D1.3.2在弯曲试验装置上再压紧试样的0T弯曲部位,并使其弯曲180°,试样弯形处有一个试板厚度的中间层。即完成\1T”弯曲,依此继续操作可得2'T、3'T....弯曲(见图D1),当试样弯曲大于1T时,弯曲面重叠处不应有明显空隙,否则试验应重做。D1.3.3将胶带贴于试样的弯曲面,并用手指压平,然后按与涂层面垂直的方向立即将其撕下,检查是否有涂层脱落。离边缘10mm内的涂层损伤不予考虑。把这一端插入台错
试样宽度
被测徐尽面
被测途层面
被测涂层面
被测徐层面
D290°弯曲试验方法
D2.1仪器材料
IT学曲
2T弯曲
3T享曲
180°弯曲示意图
仪器和材料与D1.1相同。
D2.2试样准备
试样准备与D1.2相同。
D2.3试验步骤
GB/T12754—91
D2.3.1将试样被测面朝下,一端插入试验装置中约15mm,压紧试样,转动手柄将试样弯曲到90°,取出试样。
D2.3.2将胶带贴于试样外弯曲面,用手指压平后,迅速撕下,检查是否有涂层脱落。离边缘10mm内的涂层损伤不予考虑。
附录E
冲击试验方法
(补充件)
仪器和材料
冲击试验机、由基座、垂直导管、重锤和半球形冲头组成。冲头直径15.87mm(5/8in)。透明胶带,其剥离强度应不小于0.25N/mm。E2试样准备
试样尺寸至少为75×150mm。试验前应将试样在23士2℃的环境中至少放置24h,试验也需要在相同条件下进行。当需在更精确的条件下评定或有争议的情况下,应在标准温度23士2℃、相对湿度50士5%的条件下放置和试验。
E3试验步骗
E3.1根据产品规定的冲击功选择重锤,并把它升至适当高度。E3.2将试样被测面向下放在冲模上,使重锤落下,试样被冲成一个圆丘形状的凸起。E3.3将胶带贴于试样变形处,用手指摩擦、压紧胶带,然后按与涂层面垂直的方向立即将其撕下。检查涂层是否脱落。
E3.4在同一试样的另二区域重复上述操作,至少两次试验均无涂层脱落,则评定为涂层耐冲击合格。附录F
盐水喷雾试验
(补充件)
F1仪器和材料
盐雾箱,箱内应配有1支或多支募化喷嘴,可连续喷雾。另外,还应有盐水贮存槽、空气饱和器和无油无灰尘的压缩空气供给系统。氯化钠(AR);
去离子水。
GB/T1275491
试样表面应无油污、灰尘和损伤。尺寸为75×150mm。F3
试验条件
试验箱温度为35士2℃。
盐水浓度50士5g/L,冷凝后的pH值应为6.5~7.2。F3.2
压缩空气预热到46~49℃。
喷雾量每80cm2水平面,每小时收集到的降雾量应为1.0~2.0mL(以24h喷雾时间计)试验步骤
将试样边部用耐蚀性不低于试样涂层的涂料或胶带封闭保护。配制盐水,调整试验箱,使其达到规定的试验条件。将试样与垂直方向成15°~30°角放置在盐雾箱内。F4.3
试验至规定时间后,取出试样,在清水中洗净,冷风吹干。F4.4
F4.5按GB9277标准立即评定涂层起泡或生锈程度。附加说明:
本标准由中华人民共和国冶金工业部提出。本标准由武汉钢铁公司,广州彩色带钢厂负责起草。本标准主要起草人熊武建、孔鲜梅、柯史炫、李洁珍、毛汉华、陈静、袁明生。GB/T12754—91I
本标准水平等级标记
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。