SJ/Z 9001.39-1987
基本信息
标准号: SJ/Z 9001.39-1987
中文名称:基本环境试验规程 第2部分:各种试验 锡焊试验导则
标准类别:电子行业标准(SJ)
英文名称:Basic environmental testing procedures-Part 2: Tests-Guidance on soldering tests
标准状态:已作废
发布日期:1987-11-27
实施日期:1987-11-27
下载格式:pdf zip
标准分类号
中标分类号:医药、卫生、劳动保护>>医药、卫生、劳动保护综合>>C01技术管理
出版信息
标准价格:15.0
相关单位信息
标准简介
标准图片预览


标准内容
1范围
中华人民共和国电子工业推荐性部标准基本环境试验规程
第2部分:各种试验
锡焊试验导则
Basic environmental testing proceduresPart2:Tests
Guidance on solderingtests
SJ/Z9001.39--87
IEC68—2—44(1979)
本标准适用于那些可能受到SJ/Z9001.31(IEC68-2—20)基本环境试验规程第二部分《试验T锡焊》中所描述的试验的那些电气和电子元器件。2·目的
(1EC68-2—20)标准的规范编写者提供背景资料和有用知为引用SJ/z9001,31
3引言
在实际使用中,越来越需要精确而客观地评价元器件引出端易于锡焊的能力的方法。而这种评价方法在时间和温度等方面应符合实际使用条件的要求。由于被试元器件有可能被焊接时的热应力所损伤,因此,有必要规定经受这种热应力的精确试验方法。
这两种检验都是需要的,但它们应在不同的试验样品上分开来做。实际上,所有这些试验依赖于所用的控制条件,主要是为试验的元器件规定焊料和焊剂。试验结果最好能定量表示出来。而这些量值的合格标准应由有关元器件规范的编写者去指定。定量方法在试验T中只能部分地实现,即只有在定量已经描述得很清楚,同时对它们的极限值我们已经考虑好了的地方才能实现。对于定量的评定方法要使用有经验的工作人员。
必须强调指出,在各种可焊性结果和热应力试验之间没有直接与简单的相关关系。而且要求这种关系对所有类型的元器件都适用,也不能使这些试验与所有种类的产品条件相吻中华人民共和国电子工业部1987—11-27批准SJ/Z9001.39-—87
合。找出每类元器件的试验结果与所要求的特性之间的相关关系并相应地规定接收标准是有关规范编写者的任务。
下图所方板图示出子
SJ/Z9001.39-—87
合。找出每类元器件的试验结果与所要求的特性之间的相关关系并相应地规定接收标准是有关规范编写者的任务。
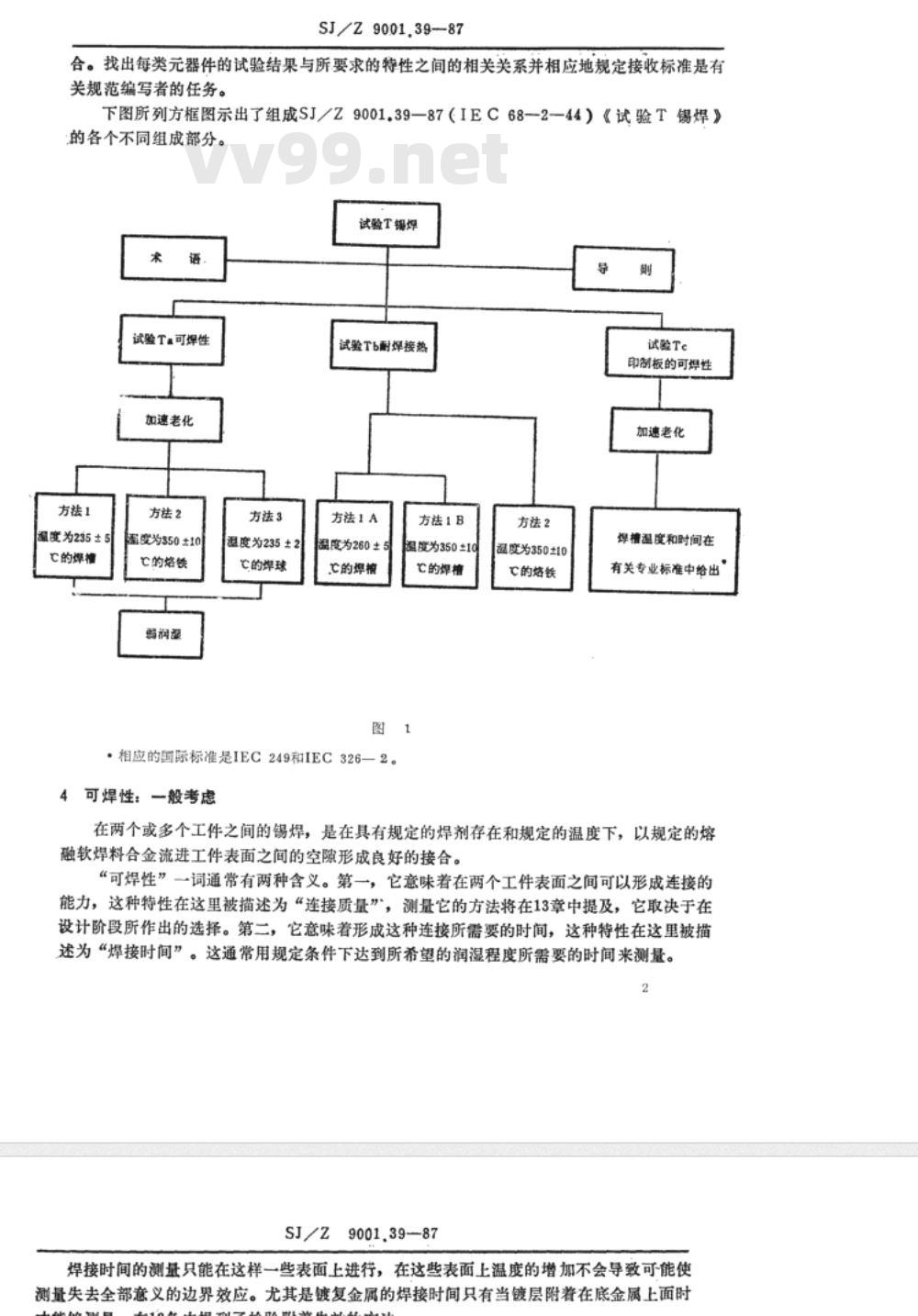
下图所列方框图示出了组成SJ/Z9001.39—87(IEC68-2-44)《试验T锡焊》的各个不同组成部分。
试验T镭焊
试验Ta可焊性
加速老化
方法1
温度为235±!www.vv99.net
的焊槽
方法2
面度为350±10
℃的烙铁
弱润湿
方法3
温度为235±2
℃的焊球
试验Tb耐焊接热
方法1A
温度为260±5
的焊相
方法1B
温度为350±10
芒的焊槽
·相应的国际标准是IEC249和IEC326—2。4可焊性:一般考虑
方法2
温度为350±10
C的熔铁
试验Te
印制板的可焊性
加速老化
焊槽温度和时间在
有关专业标准中给出
在两个或多个工件之间的锡焊,是在具有规定的焊剂存在和规定的温度下,以规定的熔融软焊料合金流进工件表面之间的空隙形成良好的接合。“可焊性”一词通常有两种含义。第一,它意味着在两个工件表面之间可以形成连接的能力,这种特性在这里被描述为“连接质量”\,测量它的方法将在13章中提及,它取决于在设计阶段所作出的选择。第二,它意味着形成这种连接所要的时间,这种特性在这里被描述为“焊接时间”。这通常用规定条件下达到所希望的润湿程度所需要的时间来测量。2
SJ/Z9001.39-87
焊接时间的测量只能在这样一些表面上进行,在这些表面上温度的增加不会导致可能使测量失去全部意义的边界效应。尤其是镀复金属的焊接时间只有当镀层附着在底金属上面时SJ/Z9001.39-87
焊接时间的测量只能在这样一些表面上进行,在这些表面上温度的增加不会导致可能使测量失去全部意义的边界效应。尤其是镀复金属的焊接时间只有当镀层附着在底金属上面时才能够测量,在13条中提到了检验附着失效的方法。5焊料的选择
因为在电气和电子设备中大多数锡焊通常都使用包含60%锡和40%铅的焊料,所以对所有的试验都选择这种合金作焊料。经验表明,当杂质含量达到SJ/Z9001.31(IEC68一2一20)附录B中所列的上限时并不影响这种合金的润湿能力。F焊剂的选择
在电气和电子设备中大多数锡焊使用由松香(改性的或天然的)组成的焊剂,在这种焊剂中通常附加有活性剂以改进熔融焊剂的润湿能力或者增加熔解金属氧化物的速率。使用活性焊剂可以大大缩短焊接时间。它们通常是成分不可外泄的专利材料。为了避免为每种类型活性焊剂规定焊接时间的困难,特别是为了包括最坏的情况,在迹行可焊性试验时,我们宁可选用非活性的松香作焊剂,这样可以比较容易地测定焊接时间。只有在不使用活性焊剂不能进行试验时,才允许使用规定的活性焊剂。必须强调指出:在可焊性规范中引用活性焊剂,不一定能表示产品在使用中的适应性,同时其残余物可能有腐蚀趋势。有许多活性焊剂的国家标准,为锡焊操作选择焊剂时可以参考它们。
以松香在异丙醇或酒精中的溶液作为焊剂是最方便于应用的。当用焊球试验测量焊接时间时,已经知道,松香的浓度按重量比在25%到40%范围内变化时并不影响焊接时间。为了使溶液蒸发浓度增加时,不致影响试验结果,把重要比为25%的浓度选作标准浓度。7试验温度
实际锡焊温度被定义为在锡焊操作中工件表面的温度。由于该温度难于观测并完全取决于工件的热容量和焊接装置的热功率之间的关系,因此把试验样品进行试验之前未加负载的可焊性试验仪器的温度规定为试验温度。为了模拟实际的锡焊条件,采用了不同的试验温度。当焊槽法和焊球法不能应届时,为了模拟在维修过程中和在自粘性漆包线的焊接时常用的高退烙铁的情况,选用了35°C的温度。模拟使用焊槽或可控烙铁的生产操作需要使用较低的温度,尽管这种锡焊操作常常在250°C条件下进行,但是由于在250°C时好导线的焊接时间太短以致不能准确地避行测量。因此可焊性试验采用235°C的温度。在较低的温度下进行试验,所得的焊接时间稍长,由于时间的增长从而提高了鉴别力,当然,要以在负荷操作条件下温度不降到太接近焊料的液相线温度为条件。
8老化
随着时间的增长工件的可焊性可能会显著地恶化,为了预先了解工件在进行长期贮存以3
SJ/Z9001.39-87
后的性能,需要有人工加速老化的方法,老化过程产生的原因可能是由于贮存过程中的环境条件或者可能是由于工件本身固有的性能引起的。SJ/Z9001.39--87
后的性能,需要有人工加速老化的方法,老化过程产生的原因可能是由于贮存过程中的环境条件或者可能是由于工件本身固有的性能引起的。我们知道,自然老化效应差异很大而且依赖于当地的环境条件,因此提供“加速自然老化”的程序是不可能的。然而,提供由于空气、湿度和金属扩散所引起的标准老化的程序是可能的。标准老化量和在任何特殊环境中产生的自然老化量之间的关系只能是非常近似的。是老化程序1,2和3产生的严等级之间不需要任何可比性,这将取决于被试验的引出端的性质。
·规定老化程序的目的仅仅是打算加速大气氧化、湿度和工件固有的老化倾向的影响,并不打算要模拟工业大气污染的影响。仅当要求在一定的自然老化周期以后保持好的可焊性时,才要用加速老化,当试验是一个连续试验序列中的一部分,通常不需要使用加速老化程序。9各种可焊性试验方法的选择
焊球试验是为了决定圆形导线引出端的焊接时间。焊槽法和烙铁法则用于:元器件或其引出端的形状妨碍使用焊球法的地方。例如在具有终接元器件或印制电a.
路板的引出端的地方。
所要求的焊接温度超出焊球试验仪器范围的地方。例如在具有聚氨酯漆包线的地b.
必须注意锡焊速度通常随着温度的提高而增加,因此在额定值为235°C的条件下试验时,在较高的温度下通常具有较短的焊接时间。规范的编写者必须安排好任何元器件的试验顺序(例如型式试验):使得在可焊性试验之前没有进行预焊,例如作初始检测。a
b,除非有关规范另有规定(见第8条)没有进行过任何可能影响可焊性的预处理(例如在提高了的温度下进行预处理,因此可焊性试验必须安排在靠近试验顺序的开始。c。在任何先前的试验中不应损伤引出端的镀层。下列通用措施适用于所有的可焊性试验方法:a.
试验必须在不通风场所进行。
b。在整个操作过程中应避免试验样品污染,推荐使用镊子,若要求把试验样品拉直,在进行此项工作时表面既不能刮伤也不能污染。10焊球试验
被试验的导线样品先涂上焊剂,然后放在一个熔化了的焊料球上以使导线将球分成两半。从球被平分成两半至焊料流到导线上面并在上面连接在一起的时间叫做焊接时间。导线尺寸和焊球高度之间的关系是这样选择的:当没有润湿现象时,在导线上面焊球不可能重新结合起米。球的高度用预秤焊球重量的方法来控制。焊球附着在加热头上面并以环绕它的不润湿的铅块表面来挡。铝块也月来帮助稳定加热头的温度。如热头的顶表面必须镀锡,在完成试验之后,加热头应与-·个安放在工作位置的焊球SJ/Z9001.39--87
起冷却,以免加热头氧化和接着发生的弱润湿。在有争议的情况下,必须保证用于试验的所SJ/Z9001.39--87
起冷却,以免加热头氧化和接着发生的弱润湿。在有争议的情况下,必须保证用于试验的所有焊球在标秤重量的土10%极限范围之内。下面简略地提一下焊球设备的使用:a。加热头必须十分干净,在铝块和加热头的水平镶嵌面之间不应有焊料的毛边,否则会影响温度;
焊剂的类型应正确,并不会因本身蒸发而发粘,所用焊剂的数量应小心地控制,因b.
为过量的焊剂会造成温度的进一步降低;每一→个熔融的焊球应该清洁和光亮,而所用焊球的尺寸应正确地符合于引出端的标c.
称直径。
d。引出端必须正确地将焊球平分成两半。如果做得不符合这样的要求,其试验结果应予抛弃并沿着此引出端做另一次试验。我们在试验中看到,对具有相等的焊接质量的导线而言,焊接时间随着导线直径的增加而增加,试验对温度是有些缴感的。试验结果将随着元器件引出端的热特性的变化而变化,元器件引出端的热特性将影响有效焊接温度。当然这些因素对产品焊接是同样适用的,但是他们应当在制汀元器件标准时就加以考虑。必须提到,可以提供更短的焊接时间的活性焊剂在产品焊接中是经常使用的。
试验是快速的、定量的、而且是有辨别力的。若有必要,允许在引出端的许多点上决定可焊性。
11焊槽试验
有两种试验类型,一种用于导线和引出端,另一种用于印制电路板,两者都使用相同形式的焊槽。当试验样品浸入时,靠近浸渍点的焊料的温度下降。但是所规定的焊槽具有足够大的体积可以保证在浸溃过程中焊料的温度无显著下降。试验Ta方法1中给出的可焊性试验程序是有意篇化了的以便使之尽可能地通用化,它主要打算用于想要在焊槽中焊接的除圆形导线外的其它引出端的试验。对于印制板而言(试验Tc)板的浸渍深度是严格控制的。这样做的目的是保证通过金属化孔流到板上面的焊料流仅仅是由于润湿而不是由于阿基米德浮力造成的。12烙铁试验
保留此试验以便用它来评定不能用焊球法或焊槽法进行试验的样品的可焊性。典型的情况是自粘性漆包线。对此,其它的试验方法温度太低。对于终端接有元器件又不打算使用没渍焊接法的引出端,在这种场合使用焊料以烙铁方法为好。13可焊性和弱润湿现象
由于元器件引出端的形状和尺寸的多样化,单靠可焊性试验不能预言连接的强度。因此建议制成试验样品电路组件并经受例如试验E:冲撞(冲击与碰撞)或者试验F;振动那样的机械试验。
还剩1页未读,是否继迷续阅读?此文档由xzbvyw分享于2014-04-03继续免费阅读全文
不看了,直接下载
SJZ9001.3987
在适当的条件下,焊料与试验样品之间的接触或润湿力可以给出连接质量的信息。基本上,焊接时间试验是估计在焊料边界上所有的点接触角降到均匀的低值时所要求的时闻。然而,如果让试验样品与熔融焊料保持接触,接触角可能重新增加。这就是大家熟悉的弱润湿现象,这种现象或者是由于焊料在试验表面上形成一个不润湿的金属间化合物层所引起或者由于焊料溶解镀层以使它不能复盖不润湿的基层表面所引起的。在怀疑存在这种可能性的地方,有关规范应该要求采用弱润湿试验。14耐焊按热
对这种试验,为了加快润湿速度,使用活性焊剂是-个优点。这样可保证热量传入试验中的元器件的速率尽可能地不依赖于其可焊性。在第5条和第了条中提到的关于可爆性试验中焊料的选择和温度的考虑的论述同样适用于耐焊接热试验。特别重要的点是,当试验大热容量的元器件时,均衡温度应至少比焊料液相线温度高40°C,在SJ/Z9001.31(IEC68一2—20)第3.4.3条中规定的5~10秒的浸渍时间是不一定达到均衡的。但是由于均衡的位置与在达到均衡前热量的输入率有关,因此上面的考虑仍然是适用的。在方法1中规定的焊槽是足够大的,可以保证维持合适的温度。本试验并不打算模拟或评价在焊接过程中可能施加的机械应力的附加效应。本试验给试验中的元器件以潜在的损伤或破环,在决定环境试验的顺序时应考虑这一点。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国电子工业推荐性部标准基本环境试验规程
第2部分:各种试验
锡焊试验导则
Basic environmental testing proceduresPart2:Tests
Guidance on solderingtests
SJ/Z9001.39--87
IEC68—2—44(1979)
本标准适用于那些可能受到SJ/Z9001.31(IEC68-2—20)基本环境试验规程第二部分《试验T锡焊》中所描述的试验的那些电气和电子元器件。2·目的
(1EC68-2—20)标准的规范编写者提供背景资料和有用知为引用SJ/z9001,31
3引言
在实际使用中,越来越需要精确而客观地评价元器件引出端易于锡焊的能力的方法。而这种评价方法在时间和温度等方面应符合实际使用条件的要求。由于被试元器件有可能被焊接时的热应力所损伤,因此,有必要规定经受这种热应力的精确试验方法。
这两种检验都是需要的,但它们应在不同的试验样品上分开来做。实际上,所有这些试验依赖于所用的控制条件,主要是为试验的元器件规定焊料和焊剂。试验结果最好能定量表示出来。而这些量值的合格标准应由有关元器件规范的编写者去指定。定量方法在试验T中只能部分地实现,即只有在定量已经描述得很清楚,同时对它们的极限值我们已经考虑好了的地方才能实现。对于定量的评定方法要使用有经验的工作人员。
必须强调指出,在各种可焊性结果和热应力试验之间没有直接与简单的相关关系。而且要求这种关系对所有类型的元器件都适用,也不能使这些试验与所有种类的产品条件相吻中华人民共和国电子工业部1987—11-27批准SJ/Z9001.39-—87
合。找出每类元器件的试验结果与所要求的特性之间的相关关系并相应地规定接收标准是有关规范编写者的任务。
下图所方板图示出子
SJ/Z9001.39-—87
合。找出每类元器件的试验结果与所要求的特性之间的相关关系并相应地规定接收标准是有关规范编写者的任务。
下图所列方框图示出了组成SJ/Z9001.39—87(IEC68-2-44)《试验T锡焊》的各个不同组成部分。
试验T镭焊
试验Ta可焊性
加速老化
方法1
温度为235±!www.vv99.net
的焊槽
方法2
面度为350±10
℃的烙铁
弱润湿
方法3
温度为235±2
℃的焊球
试验Tb耐焊接热
方法1A
温度为260±5
的焊相
方法1B
温度为350±10
芒的焊槽
·相应的国际标准是IEC249和IEC326—2。4可焊性:一般考虑
方法2
温度为350±10
C的熔铁
试验Te
印制板的可焊性
加速老化
焊槽温度和时间在
有关专业标准中给出
在两个或多个工件之间的锡焊,是在具有规定的焊剂存在和规定的温度下,以规定的熔融软焊料合金流进工件表面之间的空隙形成良好的接合。“可焊性”一词通常有两种含义。第一,它意味着在两个工件表面之间可以形成连接的能力,这种特性在这里被描述为“连接质量”\,测量它的方法将在13章中提及,它取决于在设计阶段所作出的选择。第二,它意味着形成这种连接所要的时间,这种特性在这里被描述为“焊接时间”。这通常用规定条件下达到所希望的润湿程度所需要的时间来测量。2
SJ/Z9001.39-87
焊接时间的测量只能在这样一些表面上进行,在这些表面上温度的增加不会导致可能使测量失去全部意义的边界效应。尤其是镀复金属的焊接时间只有当镀层附着在底金属上面时SJ/Z9001.39-87
焊接时间的测量只能在这样一些表面上进行,在这些表面上温度的增加不会导致可能使测量失去全部意义的边界效应。尤其是镀复金属的焊接时间只有当镀层附着在底金属上面时才能够测量,在13条中提到了检验附着失效的方法。5焊料的选择
因为在电气和电子设备中大多数锡焊通常都使用包含60%锡和40%铅的焊料,所以对所有的试验都选择这种合金作焊料。经验表明,当杂质含量达到SJ/Z9001.31(IEC68一2一20)附录B中所列的上限时并不影响这种合金的润湿能力。F焊剂的选择
在电气和电子设备中大多数锡焊使用由松香(改性的或天然的)组成的焊剂,在这种焊剂中通常附加有活性剂以改进熔融焊剂的润湿能力或者增加熔解金属氧化物的速率。使用活性焊剂可以大大缩短焊接时间。它们通常是成分不可外泄的专利材料。为了避免为每种类型活性焊剂规定焊接时间的困难,特别是为了包括最坏的情况,在迹行可焊性试验时,我们宁可选用非活性的松香作焊剂,这样可以比较容易地测定焊接时间。只有在不使用活性焊剂不能进行试验时,才允许使用规定的活性焊剂。必须强调指出:在可焊性规范中引用活性焊剂,不一定能表示产品在使用中的适应性,同时其残余物可能有腐蚀趋势。有许多活性焊剂的国家标准,为锡焊操作选择焊剂时可以参考它们。
以松香在异丙醇或酒精中的溶液作为焊剂是最方便于应用的。当用焊球试验测量焊接时间时,已经知道,松香的浓度按重量比在25%到40%范围内变化时并不影响焊接时间。为了使溶液蒸发浓度增加时,不致影响试验结果,把重要比为25%的浓度选作标准浓度。7试验温度
实际锡焊温度被定义为在锡焊操作中工件表面的温度。由于该温度难于观测并完全取决于工件的热容量和焊接装置的热功率之间的关系,因此把试验样品进行试验之前未加负载的可焊性试验仪器的温度规定为试验温度。为了模拟实际的锡焊条件,采用了不同的试验温度。当焊槽法和焊球法不能应届时,为了模拟在维修过程中和在自粘性漆包线的焊接时常用的高退烙铁的情况,选用了35°C的温度。模拟使用焊槽或可控烙铁的生产操作需要使用较低的温度,尽管这种锡焊操作常常在250°C条件下进行,但是由于在250°C时好导线的焊接时间太短以致不能准确地避行测量。因此可焊性试验采用235°C的温度。在较低的温度下进行试验,所得的焊接时间稍长,由于时间的增长从而提高了鉴别力,当然,要以在负荷操作条件下温度不降到太接近焊料的液相线温度为条件。
8老化
随着时间的增长工件的可焊性可能会显著地恶化,为了预先了解工件在进行长期贮存以3
SJ/Z9001.39-87
后的性能,需要有人工加速老化的方法,老化过程产生的原因可能是由于贮存过程中的环境条件或者可能是由于工件本身固有的性能引起的。SJ/Z9001.39--87
后的性能,需要有人工加速老化的方法,老化过程产生的原因可能是由于贮存过程中的环境条件或者可能是由于工件本身固有的性能引起的。我们知道,自然老化效应差异很大而且依赖于当地的环境条件,因此提供“加速自然老化”的程序是不可能的。然而,提供由于空气、湿度和金属扩散所引起的标准老化的程序是可能的。标准老化量和在任何特殊环境中产生的自然老化量之间的关系只能是非常近似的。是老化程序1,2和3产生的严等级之间不需要任何可比性,这将取决于被试验的引出端的性质。
·规定老化程序的目的仅仅是打算加速大气氧化、湿度和工件固有的老化倾向的影响,并不打算要模拟工业大气污染的影响。仅当要求在一定的自然老化周期以后保持好的可焊性时,才要用加速老化,当试验是一个连续试验序列中的一部分,通常不需要使用加速老化程序。9各种可焊性试验方法的选择
焊球试验是为了决定圆形导线引出端的焊接时间。焊槽法和烙铁法则用于:元器件或其引出端的形状妨碍使用焊球法的地方。例如在具有终接元器件或印制电a.
路板的引出端的地方。
所要求的焊接温度超出焊球试验仪器范围的地方。例如在具有聚氨酯漆包线的地b.
必须注意锡焊速度通常随着温度的提高而增加,因此在额定值为235°C的条件下试验时,在较高的温度下通常具有较短的焊接时间。规范的编写者必须安排好任何元器件的试验顺序(例如型式试验):使得在可焊性试验之前没有进行预焊,例如作初始检测。a
b,除非有关规范另有规定(见第8条)没有进行过任何可能影响可焊性的预处理(例如在提高了的温度下进行预处理,因此可焊性试验必须安排在靠近试验顺序的开始。c。在任何先前的试验中不应损伤引出端的镀层。下列通用措施适用于所有的可焊性试验方法:a.
试验必须在不通风场所进行。
b。在整个操作过程中应避免试验样品污染,推荐使用镊子,若要求把试验样品拉直,在进行此项工作时表面既不能刮伤也不能污染。10焊球试验
被试验的导线样品先涂上焊剂,然后放在一个熔化了的焊料球上以使导线将球分成两半。从球被平分成两半至焊料流到导线上面并在上面连接在一起的时间叫做焊接时间。导线尺寸和焊球高度之间的关系是这样选择的:当没有润湿现象时,在导线上面焊球不可能重新结合起米。球的高度用预秤焊球重量的方法来控制。焊球附着在加热头上面并以环绕它的不润湿的铅块表面来挡。铝块也月来帮助稳定加热头的温度。如热头的顶表面必须镀锡,在完成试验之后,加热头应与-·个安放在工作位置的焊球SJ/Z9001.39--87
起冷却,以免加热头氧化和接着发生的弱润湿。在有争议的情况下,必须保证用于试验的所SJ/Z9001.39--87
起冷却,以免加热头氧化和接着发生的弱润湿。在有争议的情况下,必须保证用于试验的所有焊球在标秤重量的土10%极限范围之内。下面简略地提一下焊球设备的使用:a。加热头必须十分干净,在铝块和加热头的水平镶嵌面之间不应有焊料的毛边,否则会影响温度;
焊剂的类型应正确,并不会因本身蒸发而发粘,所用焊剂的数量应小心地控制,因b.
为过量的焊剂会造成温度的进一步降低;每一→个熔融的焊球应该清洁和光亮,而所用焊球的尺寸应正确地符合于引出端的标c.
称直径。
d。引出端必须正确地将焊球平分成两半。如果做得不符合这样的要求,其试验结果应予抛弃并沿着此引出端做另一次试验。我们在试验中看到,对具有相等的焊接质量的导线而言,焊接时间随着导线直径的增加而增加,试验对温度是有些缴感的。试验结果将随着元器件引出端的热特性的变化而变化,元器件引出端的热特性将影响有效焊接温度。当然这些因素对产品焊接是同样适用的,但是他们应当在制汀元器件标准时就加以考虑。必须提到,可以提供更短的焊接时间的活性焊剂在产品焊接中是经常使用的。
试验是快速的、定量的、而且是有辨别力的。若有必要,允许在引出端的许多点上决定可焊性。
11焊槽试验
有两种试验类型,一种用于导线和引出端,另一种用于印制电路板,两者都使用相同形式的焊槽。当试验样品浸入时,靠近浸渍点的焊料的温度下降。但是所规定的焊槽具有足够大的体积可以保证在浸溃过程中焊料的温度无显著下降。试验Ta方法1中给出的可焊性试验程序是有意篇化了的以便使之尽可能地通用化,它主要打算用于想要在焊槽中焊接的除圆形导线外的其它引出端的试验。对于印制板而言(试验Tc)板的浸渍深度是严格控制的。这样做的目的是保证通过金属化孔流到板上面的焊料流仅仅是由于润湿而不是由于阿基米德浮力造成的。12烙铁试验
保留此试验以便用它来评定不能用焊球法或焊槽法进行试验的样品的可焊性。典型的情况是自粘性漆包线。对此,其它的试验方法温度太低。对于终端接有元器件又不打算使用没渍焊接法的引出端,在这种场合使用焊料以烙铁方法为好。13可焊性和弱润湿现象
由于元器件引出端的形状和尺寸的多样化,单靠可焊性试验不能预言连接的强度。因此建议制成试验样品电路组件并经受例如试验E:冲撞(冲击与碰撞)或者试验F;振动那样的机械试验。
还剩1页未读,是否继迷续阅读?此文档由xzbvyw分享于2014-04-03继续免费阅读全文
不看了,直接下载
SJZ9001.3987
在适当的条件下,焊料与试验样品之间的接触或润湿力可以给出连接质量的信息。基本上,焊接时间试验是估计在焊料边界上所有的点接触角降到均匀的低值时所要求的时闻。然而,如果让试验样品与熔融焊料保持接触,接触角可能重新增加。这就是大家熟悉的弱润湿现象,这种现象或者是由于焊料在试验表面上形成一个不润湿的金属间化合物层所引起或者由于焊料溶解镀层以使它不能复盖不润湿的基层表面所引起的。在怀疑存在这种可能性的地方,有关规范应该要求采用弱润湿试验。14耐焊按热
对这种试验,为了加快润湿速度,使用活性焊剂是-个优点。这样可保证热量传入试验中的元器件的速率尽可能地不依赖于其可焊性。在第5条和第了条中提到的关于可爆性试验中焊料的选择和温度的考虑的论述同样适用于耐焊接热试验。特别重要的点是,当试验大热容量的元器件时,均衡温度应至少比焊料液相线温度高40°C,在SJ/Z9001.31(IEC68一2—20)第3.4.3条中规定的5~10秒的浸渍时间是不一定达到均衡的。但是由于均衡的位置与在达到均衡前热量的输入率有关,因此上面的考虑仍然是适用的。在方法1中规定的焊槽是足够大的,可以保证维持合适的温度。本试验并不打算模拟或评价在焊接过程中可能施加的机械应力的附加效应。本试验给试验中的元器件以潜在的损伤或破环,在决定环境试验的顺序时应考虑这一点。
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。