GB/T 19448.7-2004
基本信息
标准号: GB/T 19448.7-2004
中文名称:圆柱柄刀夹 第7部分:装锥柄刀具的F型刀夹
标准类别:国家标准(GB)
英文名称:Tool holders with cylindrical shank—Part 7:Type F with taper seat
标准状态:现行
发布日期:2004-02-10
实施日期:2004-08-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>机床装置>>25.060.20分度和刀具/工件夹持装置
中标分类号:机械>>工艺装备>>J41刀具
关联标准
采标情况:ISO 10889-7:1997,IDT
出版信息
出版社:中国标准出版社
书号:155066.1-21085
页数:出版社:
标准价格:24.0
出版日期:2004-08-01
相关单位信息
首发日期:2004-02-10
复审日期:2004-10-14
起草人:樊瑾、许刚、张铁铭
起草单位:成都工具研究所
归口单位:全国刀具标准化技术委员会
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:中国机械工业联合会
标准简介
GB/T19448适用于刀具不转动的机床上,尤其是车削加工机床上使用的圆柱柄刀夹。本部分规定了柄部按GB/T19448.1要求的装锥柄刀具的F型刀夹的尺寸、标记和补充供货技术条件。对于类似于图示的非标准的装锥柄刀具的刀夹,建议使用本部分的技术条件。
标准图片预览
标准内容
ICS 25.060.20
中华人民共和国国家标准
GB/T 19448.7--2004/ISO 10889-7:1997圆柱柄刀夹
第7部分:装锥柄刀具的F型刀夹Tool holders with cylindrical shank-Part 7: Type F with taper seat(ISO 10889-7:1997IDT)
2004-02-10发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2004-08-01实施
GB/T19448在《圆柱柄刀夹》的标题下,分为八个部分:第1部分:圆柱柄、安装孔一一供货技术条件;第2部分:制造专用刀夹的A型半成品;第3部分:装径向矩形车刀的B型刀夹;-第4部分:装轴向矩形车刀的C型刀夹;-第5部分:装一个以上矩形车刀的D型刀夹;第6部分:装圆柱柄刀具的E型刀夹;第7部分:装锥柄刀具的F型刀夹;第8部分:Z型,附件。
本部分为GB/T19448的第7部分。GB/T19448.7-2004/ISO 10889-7:1997本部分等同采用ISO10889-7:1997《圆柱柄刀夹第7部分:装锥柄刀具的F型刀夹》(英文版)。为了便于使用,本部分做了下列编辑性修改:用小数点“”代替作为小数点的逗号“,”;删除了ISO10889-1:1997的前言;规范性引用文件中,ISO10889-1:1997用GB/T19448.1代替;ISO2768-1:1989用GB/T1804—2000代替;ISO269:1991用GB/T1443—1996代替。本部分由中国机械工业联合会提出。本部分由全国刀具标准化技术委员会归口。本部分由成都工具研究所负责起草。本部分主要起草人:樊瑾、许刚、张铁铭。1范围
圆柱柄刀夹
GB/T19448.7—2004/IS010889-7:1997第7部分:装锥柄刀具的F型刀夹GB/T19448适用于刀具不转动的机床上,尤其是车削加工机床上使用的圆柱柄刀夹。本部分规定了柄部按GB/T19448.1要求的装锥柄刀具的F型刀夹的尺寸、标记和补充供货技术条件。对于类似于图示的非标准的装锥柄刀具的刀夹,建议使用本部分的技术条件。2规范性引用文件
下列文件中的条款通过GB/T19448的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T1443—1996机床和工具柄用自夹圆锥(eqvISO296:1991)GB/T1804—2000般公差第1部分:未注公差的线性和角度尺寸公差(eqvISO2768-1:1989)
GB/T19448.1圆柱柄刀夹第1部分:圆柱柄、安装孔——供货括术冬件(CR/T19A481-2004,ISO 10889-1:1997,IDT)
3尺寸
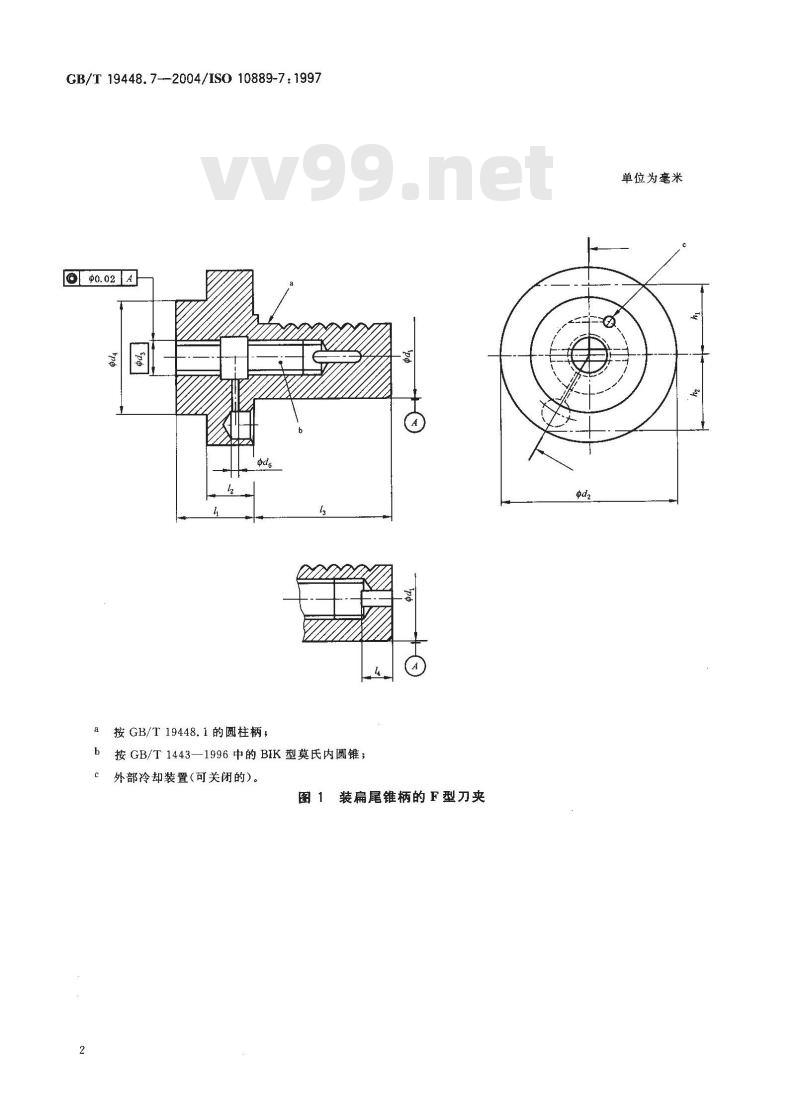
见图1和表1。
未规定的部分可根据具体情况选择。一般公差:GB/T1804-mB。
GB/T19448.7--2004/ISO10889-7:19970.02A
按 GB/T 19448.1的圆柱柄;
按GB/T1443一1996中的BIK型莫氏内圆锥;外部冷却装置(可关闭的)。
图1装扁尾锥柄的F型刀夹
单位为毫米
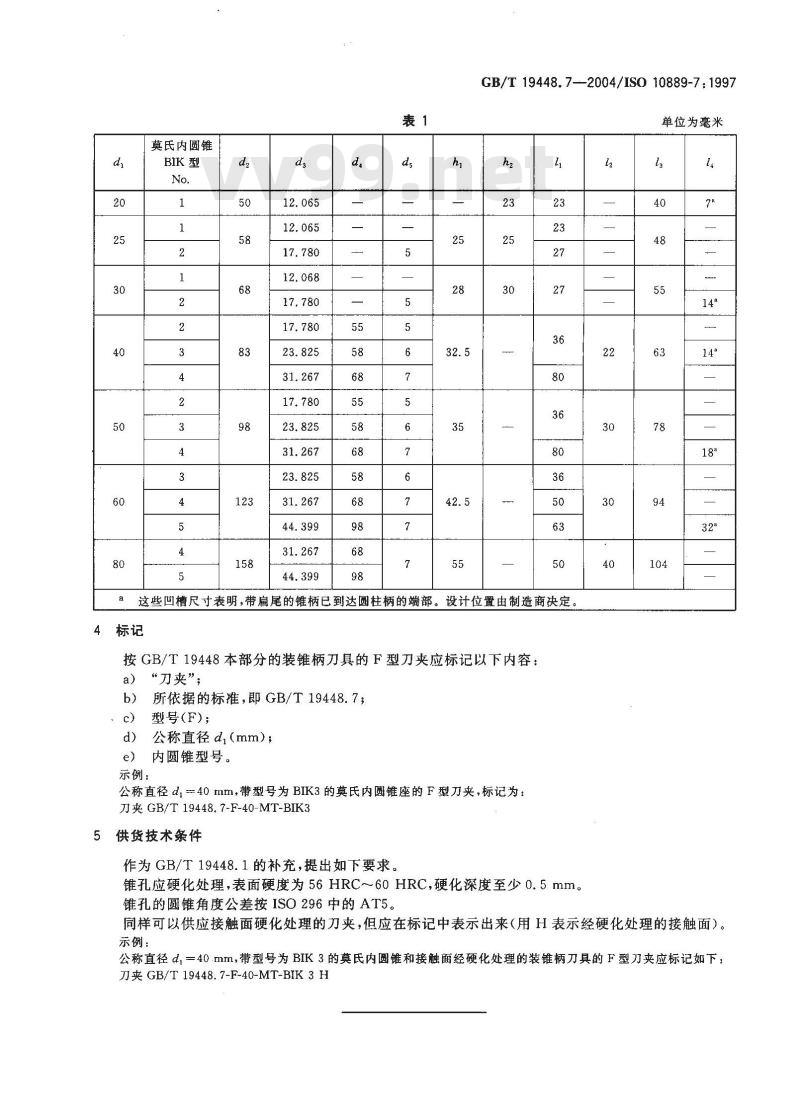
莫氏内圆锥
BIK型
GB/T 19448.7-—2004/ISO 10889-7:1997单位为毫米
这些凹槽尺寸表明,带扁尾的锥柄已到达圆柱柄的端部。设计位置由制造商决定。标记
按GB/T19448本部分的装锥柄刀具的F型刀夹应标记以下内容:a)“刀夹”;
所依据的标准,即GB/T19448.7;b)
型号(F);
d)公称直径d,(mm);
内圆锥型号。
示例:
公称直径d;=40 mm,带型号为 BIK3的莫氏内圆锥座的F型刀夹,标记为:刀夹 GB/T 19448.7-F-40-MT-BIK3供货技术条件
作为GB/T19448.1的补充,提出如下要求。锥孔应硬化处理,表面硬度为56HRC~60HRC,硬化深度至少0.5mm。锥孔的圆锥角度公差按ISO296中的AT5。t2
同样可以供应接触面硬化处理的刀夹,但应在标记中表示出来(用H表示经硬化处理的接触面)。示例:免费标准vv99.net
公称直径d,=40.mm,带型号为 BIK 3的莫氏内圆锥和接触面经硬化处理的装锥柄刀具的F型刀夹应标记如下:刀夹 GB/T 19448.7-F-40-MT-BIK 3H
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T 19448.7--2004/ISO 10889-7:1997圆柱柄刀夹
第7部分:装锥柄刀具的F型刀夹Tool holders with cylindrical shank-Part 7: Type F with taper seat(ISO 10889-7:1997IDT)
2004-02-10发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2004-08-01实施
GB/T19448在《圆柱柄刀夹》的标题下,分为八个部分:第1部分:圆柱柄、安装孔一一供货技术条件;第2部分:制造专用刀夹的A型半成品;第3部分:装径向矩形车刀的B型刀夹;-第4部分:装轴向矩形车刀的C型刀夹;-第5部分:装一个以上矩形车刀的D型刀夹;第6部分:装圆柱柄刀具的E型刀夹;第7部分:装锥柄刀具的F型刀夹;第8部分:Z型,附件。
本部分为GB/T19448的第7部分。GB/T19448.7-2004/ISO 10889-7:1997本部分等同采用ISO10889-7:1997《圆柱柄刀夹第7部分:装锥柄刀具的F型刀夹》(英文版)。为了便于使用,本部分做了下列编辑性修改:用小数点“”代替作为小数点的逗号“,”;删除了ISO10889-1:1997的前言;规范性引用文件中,ISO10889-1:1997用GB/T19448.1代替;ISO2768-1:1989用GB/T1804—2000代替;ISO269:1991用GB/T1443—1996代替。本部分由中国机械工业联合会提出。本部分由全国刀具标准化技术委员会归口。本部分由成都工具研究所负责起草。本部分主要起草人:樊瑾、许刚、张铁铭。1范围
圆柱柄刀夹
GB/T19448.7—2004/IS010889-7:1997第7部分:装锥柄刀具的F型刀夹GB/T19448适用于刀具不转动的机床上,尤其是车削加工机床上使用的圆柱柄刀夹。本部分规定了柄部按GB/T19448.1要求的装锥柄刀具的F型刀夹的尺寸、标记和补充供货技术条件。对于类似于图示的非标准的装锥柄刀具的刀夹,建议使用本部分的技术条件。2规范性引用文件
下列文件中的条款通过GB/T19448的本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分。
GB/T1443—1996机床和工具柄用自夹圆锥(eqvISO296:1991)GB/T1804—2000般公差第1部分:未注公差的线性和角度尺寸公差(eqvISO2768-1:1989)
GB/T19448.1圆柱柄刀夹第1部分:圆柱柄、安装孔——供货括术冬件(CR/T19A481-2004,ISO 10889-1:1997,IDT)
3尺寸
见图1和表1。
未规定的部分可根据具体情况选择。一般公差:GB/T1804-mB。
GB/T19448.7--2004/ISO10889-7:19970.02A
按 GB/T 19448.1的圆柱柄;
按GB/T1443一1996中的BIK型莫氏内圆锥;外部冷却装置(可关闭的)。
图1装扁尾锥柄的F型刀夹
单位为毫米
莫氏内圆锥
BIK型
GB/T 19448.7-—2004/ISO 10889-7:1997单位为毫米
这些凹槽尺寸表明,带扁尾的锥柄已到达圆柱柄的端部。设计位置由制造商决定。标记
按GB/T19448本部分的装锥柄刀具的F型刀夹应标记以下内容:a)“刀夹”;
所依据的标准,即GB/T19448.7;b)
型号(F);
d)公称直径d,(mm);
内圆锥型号。
示例:
公称直径d;=40 mm,带型号为 BIK3的莫氏内圆锥座的F型刀夹,标记为:刀夹 GB/T 19448.7-F-40-MT-BIK3供货技术条件
作为GB/T19448.1的补充,提出如下要求。锥孔应硬化处理,表面硬度为56HRC~60HRC,硬化深度至少0.5mm。锥孔的圆锥角度公差按ISO296中的AT5。t2
同样可以供应接触面硬化处理的刀夹,但应在标记中表示出来(用H表示经硬化处理的接触面)。示例:免费标准vv99.net
公称直径d,=40.mm,带型号为 BIK 3的莫氏内圆锥和接触面经硬化处理的装锥柄刀具的F型刀夹应标记如下:刀夹 GB/T 19448.7-F-40-MT-BIK 3H
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。