GB/T 9460-2008
基本信息
标准号: GB/T 9460-2008
中文名称:铜及铜合金焊丝
标准类别:国家标准(GB)
英文名称:Copper and copper alloy wires and rods
标准状态:已作废
发布日期:2008-04-16
实施日期:2008-10-01
作废日期:2024-06-01
下载格式:pdf zip
标准分类号
标准ICS号: 机械制造>>焊接、钎焊和低温焊>>25.160.20焊接消耗品
中标分类号:机械>>加工工艺>>J33焊接与切割
出版信息
出版社:中国标准出版社
书号:155066·1-31875
页数:11页
标准价格:31.0
出版日期:2008-06-01
相关单位信息
首发日期:1988-06-24
起草人:储继君、何少卿、李春范、李志提、吴斌、王陵
起草单位:哈尔滨焊接研究所、锦州市锅炉压力容器检验研究所、天津大桥焊材集团有限公司等
归口单位:全国焊接标准化技术委员会
提出单位:全国焊接标准化技术委员会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:国家标准化管理委员会
标准简介
本标准根据ISO/DIS24373:2007重新起草。本标准规定了铜及铜合金实心焊丝和填充剂的分类和型号、技术要求、试验方法、检验规则、包装、标志和品质证明书。本标准适用于熔化极气体保护电弧焊、钨极气体保护电弧焊、气焊及等离子弧焊等焊接用铜及铜合金实心焊丝填充丝。 本标准修改采用ISO/DIS24373:2007《焊接材料 铜及铜合金焊丝和填充丝 分类》(英文版)。本标准是对GB/T9460—1988《铜及铜合金焊丝》的修订。与GB/T9460—1988相比,主要修改内容如下:
———焊丝分类、型号划分方法采用ISO/DIS24373:2007;
———焊丝化学成分与ISO/DIS24373:2007要求一致,焊丝型号增加了18个;
———增加了焊丝的翘距和松弛直径要求;
———焊丝尺寸及包装形式按ISO/DIS24373:2007要求,进行了相应的调整;
———增加了附录A 和附录B。
标准图片预览
标准内容
ICS 25. 160.20
华民和国家标际雅
GB/T9460—2008
代替GB/T9460—1988
铜及铜合金焊丝
Copper and copper aloy wires and rads(1SO/DIS 24373:2007, Welding Consumables--.Solid wircs and rods Iorfusion wclding of copper ad copper alloys--Classification, MOD2008-04-16发布
中华人民共和国国家质量监督检验检疫总局中国国家标雅化管理委员会
数码防储
2008-10-01实施
2规范性引用文件
3分类利型号
4技术要求
5试验方沃
6检验规则
7包装、标志和品质证明书·VV99.net
附录A(资料性附录)
附录B(资料性附录)
煤丝简要说明
焊丝型专对照
/T9460—-2008
GB/T 9460—2008
本标准修改采用ISQ/DIS21373:2007炼接材料铜及铜介金焊丝利充丝分类》英义版)。本标准根据IS0/TDIS24373:2007宣新起草,考虑我国销及合金焊丝的实际情况,对ISO/DIS24373:2007做如下技术内容修改:删除了规范性引用文件[SO544、ISO4063.ISO14341和IS031-0:1992:一-增加隔录A和附录B,焊丝的简要说明和国际主要标准型号对照表:增加了表2、表 3,表4和图 1
为便于使用,木标谁还做如下织辑性修改:-标雅名称改为\铜及铜合金焊丝\;标准结构方面,增加了检验规则、标志利品质证明书内容;-将“本润际标游\改为“本标”;…一用小数点“\代替作为小数点的据号“,”,删除了医际标推的前言。
本标准是对(3/T91601988铜及铜合金焊丝》的修订,与GB/T0460—1988相比,主婴修改内容姐:
焊丝分类、型号划分方汰采IS/DIS24373:2007;一焊丝化学成分与ISO/DIS24373:2007要求一致,煤丝型号增加了18个;…·增所了焊丝的翘距和松弛自径要求·焊丝尺小及包装形式按IS0)/DIS24373:2007要求,迟行了相成的调整:增加了附录A和附球B
本标排从实施之H起,代替G13/T916C1988。本标准的附录 A,附录 13 为资料性附录。本标准自全国焊接标准化技术委员会提出并归木标准起草单位:哈尔滨焊接研究所、锦州市锅炉压力容器检验研究所,天津大桥煤材架团有限公司、上海斯米克焊材有限公司、市雄狮煤业有限资任公司。本标雅土妥起草人:倦继菇、何少卿、李春范、李志摄、吴斌、土陵本标准所代替标准的历次版本发布情说为:GB/T 9460—1988。
1范围
铜及铜合金煜丝
GB/1 9460--2008
本标推规定了铜及铜合金实心媒丝和填充丝的分类和型专、技术要求、试验方法、检验规则色装,标志利品质谁明书:
本标雅适用于辫化极气体保护电焊、钨极气体保护电弧焊、气焊及等离子弧焊等焊按用铜及铜合金实心炉丝和填充丝(以下简愁煤丝)2规范性引用文件
下列文件中的条款通过尽标准的引用而成为本标的余款。凡是注月期的引用文件,其随后所有的修改单(不包括勘误的内容)战修订版均不适用丁本标证,然而,敲励根据本标准达成协议的各方研究是否可使用这些文件内最新版本。凡是不注日期的引月文件,其最新版本适用于本标推,GB/T5121(所有部分)铜及银合金化学分析方法3分类和型号
3.1焊丝分类
焊丝按化学成分分为铜、黄、青箍,白铜等类:3.2型号划分
焊丝型号按化学成分进行划分(参见表1),3.3型号编制方法
焊丝型号由三部分组成。第1部分为字母“SCu”,表尔及合金焊丝;第2部分为四位数字,表示焊丝型号;第3部分为可选部分,表示化学成分代号。煤丝的简要说别和国际上主娶标雅型号的对应关系参见附双A和附录B。
本标滩中完整焊丝型马示例妇下:(CuSnl)
SCu 1898
装示化学成分代号
表示焊丝型号
表示铜及铜合金焊丝
4技术要求
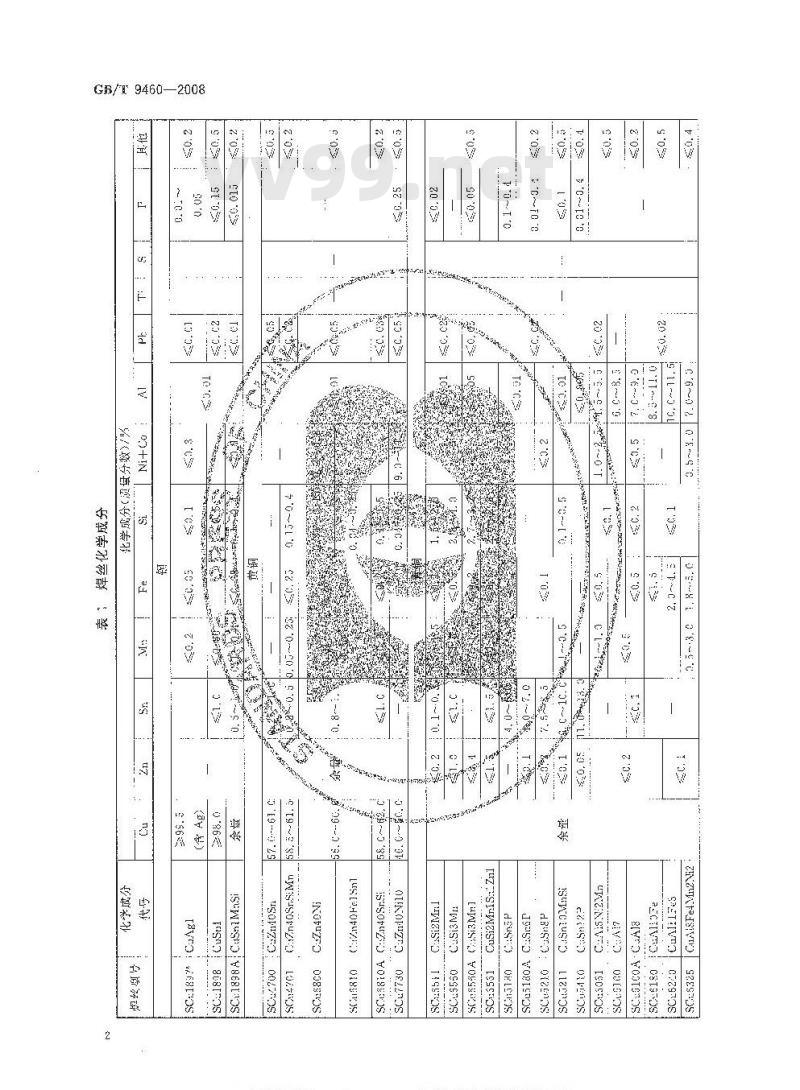
4.1化学成分
焊丝化学成分成符合表1规定
4.2尺寸及允许偏差
焊丝尺寸及允许偏差应符合表2规定,直条焊丝长度为500mm~1000tntz,允许偏差为+mm
4.3表面质量
焊丝表面应光滑,无弱刺、凹坑、划痕、裂纹等缺陷。不应有不利于煤接操作或对焊缝金属有不良影狗的杂质:
4.4松弛直径和翘距
缠缔在焊丝盘F焊丝的松驰皆径和翘噪,应衍合表3规定4.5送丝性能
缠缔的焊丝应适卡在自动和半自动焊机上连续送丝:GB/ 9460—2008
℃~f0'0
G6~0208-40
0T1--'8
8---30
3S--oT
~8'1 3'8~9'℃
'T-C'z
E--8°0
52 0-0 500
29-295
619-~'$S
5'E9--0'25
0729708
ascvno
OSTS-OS
8ro.FoSs3s
outsaos
UTZNSVS
isuwciusro
asrotgs
1gasro VoR1enos
Tweisro
1susotu20 V0181n0s
[us[shouz
uwisisouzr
Fnsn21.8687os
TAyrO! EBDs
GB/T 9460—2008
o'1-~0'
$'6~02
0F~S'C
3 生标深
198--90
3'2--5'0
()一
889r9s
GB/T 9460—2008
色装形式
谭丝卷?
直径100 num和1 209mr.m谭丝盘首径 270 :nrn和3ca n:m焊丝盘表 2焊丝尺寸及充允许偏差
烟丝直径
1. 6、1. 8、2. 0、2. 4、2. b、2. 8、3. 0、3. 2,4. 0、4. 8、5. 0.6. 0.6. 49.8.9. 9、1,0、1. 2,1. 4,1. 60. 5.0. 8,0. 9、1. 3、1. 2、1. 4,1. 5、2. C,2. 4,2. 5、2. 8,3. 0.3. 2涟:根器供需双方协议,可生产其他尺寸、编荐的捍丝a肯用下平1退充丝时,其点径允许偏差为十0.13焊丝松弛直径和翘距
焊丝叠直径
检驰直径
5试验方法
5.1化学成分
54--380
280--885
单位为整求
充许编差
— 0. 04
单位为整米
270300
320--1020
5.1.1焊丝化学成分分析放在成品焊丝或制造产与的原料工取样,仲裁拉验时应在成品焊丝1取样。5.1.2焊丝化学成分分析川采用低何适宜的方法。件裁试验应按(G3/15121迹行5.2尺寸及表面质量
5.2. 1焊丝尺寸检验用精度为01.01 mm的量具,按表2要求,在同-横载血互垂出方而测景,测量部位不少于两处。
5.2.2煤丝表面质量按4.3要求,对煤丝-部位进行检验。5.3松弛真径和翘距
測量缠绕在炼终盘上煤絲的松弛直径和翘距时,按表3萎求,从炼终盘上戴圾足够长度的丝,不受狗束地放在平前上。测品所形成圆或圆孤的直径即为松弛有径焊丝翘起的最高点到平而的距离即为翘距。
6检验规则
成脂爆丝由谢厂质量检验部门按批检验。6.1批量划分
每批焊丝山同一灯号、间一形状,同一尺尚一交货状态的焊丝组成。特批焊丝最大质量不应超过 10 t
6.2取样方法
每批焊丝按盘(卷)数任选3,但不成少于两盘(卷),直条煤丝拥取100根,分别行焊丝尺小和表面质犀检验
6.3验收
6.3.1每批焊丝化学成分应符表1规定。6.3.2每批煤丝寸、表而质量应符合4.2和4.3的规定。4
6.3.3每批爆丝也可接供需双方协商的验收项目迹行验收,6.4复验
GB/T 9460-2008
任何项检验不合格时,该项检验应加倍复验。刘于化学分析,仅复检些不满足要求的元素。加倍复验结果均成符合该项检验的规定。包装.标志和品质证明书
7.1包装
焊丝应采用适当的内外位装,以忙在运输和此存过翟冲损坏。7.2、包装质量
作种包婆形式的净质最应符合装规楚, 4焊丝包装质量
包装形式
注:振塔供
协商,可包装
,焊效尝尺端而双方协商
7.3包装形式
7.3.1焊丝可麦萄条、焊丝卷
7. 3. 2焊丝盐的讲和制造,应
洁。焊丝盘的尺
7.3.3根据供需双直规充许
7.4焊丝缠绕
每个焊丝盘(卷)上短整
贡感的焊丝
其他包装
净质至/kg
2..5.10、25.50
10、.20、25.50
4. 3.5. 2
10、15.15
并应清和寻燥,以保持焊丝的湾同…批号的连续焊丝,焊丝不应负症结,弯、搭接或嵌接等缺陷。缠厕
绕的焊丝外端应窄固,期显易携战好丝的最外层与焊丝热外缘的距离罕少3nm以上wstaor.w.so
7.5标志
每件煤丝豹内外包装至少应标论弱列内容:…标准号、焊丝型号及焊丝牌号;制造厂名及离标,
--规格及净质量;
—批号及生产月期
7.6品质证明书
制造厂成对得批焊丝,根据检验结果出只品质证期书。当用广提出要求对,制造厂应提供检验报告的剔木。
GB/T 9460—2008
焊丝盘直径
真径”及允许债差
帽宽及允许偏差
成径10m煤丝盈尺等
272222
直径200 mm.270 mm剂300 mm焊丝盘尺寸Tac
法兰内径及允许偏差
驱动在,轴问匝及允许偏差
驱动孔,真衔及允许差
心轴内径
苏勃外径
a A 尺寸取最人值。
单位为密米
5c. 5--5
焊丝盘影或芯轴与法益对不雅时,芯拍内径以大于米确楚
应以能使奸丝顺利送进文确定
日每个法益,上有孔,它们不必对准。对下直轻100mm焊丝熟,不要求驱动孔。图1焊丝盘尺寸
附录A
(资料性附录)
焊丝简要说明
GB/T 9460--2008
本附录提供了各类丝使用的简要说明,为「正确跑应用这些焊丝,还可参阅有关的技术资料,A.1 般特性
A,1.1极气体保护电孤焊道常采用直流证接方法。A,1.2熔化极气体保扩电弧追常采用直流反接方法。A.1.3两种方法使用的保护气体通常是愈、氮或两者的混合气体,通筛不推荐含氮的气体。A.1.4母材应无水汽和所有其他污染物,包括表面氧化物。A.?纯铜焊丝
SCul898CaSn1)是含有磷、硅、、锰等微量元靠的脱氧铜焊丝。磷和硅主要是作为脱氧剂加人的。其他光素是为利于焊接或为满足焊缝的性能而拥人的,SCu189焊丝通常用1脱氧或电解韧创的焊接,仙与氢反应利氧化铜编析时,吗降低焊接接头的栏能。SCi1898焊丝可用来焊接质量要求不高的,
A?.1在大多数情况下,特剂是焊接厚板时.要求焊前预热。个适的预熟温度为205℃~540℃A.2.2对较厚准材的焊接,应优先考虑熔化极气体保护电孤焊方法,一般采用常用的焊接接头形式!以利于施焊:当烁接板序不大于6.4mm母材时,通常不需要预热。当焊接板厚大了s.1mrr母材时:要求在205℃~540℃范围内预热。4.3铜煤丝
A,3.1SCu4700(1zm4.05n)是含少量的黄铜焊丝,熔融金属具有良好的流动性,继金屑其有-定的骐度和耐缺性,可用丁铜、铜镍介金的熔化极气体保护电弧爆利惰性气外保护电驱焊,焊前需经400-~560℃颜热
A,3.2SCu680c(CuZn40Ni)、SCu6810A(CuZn20SnSi)是含少景铁,佳、锰的锡黄铜焊丝。熔融金流动性好,出于含有莅,可有效拍拟制锌的蒸发。这类焊丝可眉丁铜、钢、铜镍个金、灰点铸铁的熔化极气体保护电弧焊和情性气体保护电弧焊,以及镀嵌硕质合金刀具、焊前需经40C℃~500℃预热。A.4青铜煤丝
A,4.1硅声铜焊丝
A4.4.1.1SCz6560(CuSi3Mn)是含有约3※硅和少量锰、或锌的硅青铜焊丝。这种焊丝用丁鸽极气体保护电弧焊熔化极气休保护电弧焊,焊接铜硅和链锌母材以及它们与钢的焊接A.4.1.2当用SCu6560焊丝进行熔化极气体保扩电弧焊时,一般最好采用小熔池的施焊方法·层间温度低于65T,以减少热毅纹。采用窄爆道减少效缩应力,提高冷却速度越过热脆温度范用。A.4.1.3当用SCu6560焊丝迹行熔化极和钨极气体保护启弧焊时,采用小熔池的施焊方法,即使不预热也可以得到最佳的效录。可逃行全位置接,但优先选月平爆位置A.4.2磷菁铜焊丝
A4.2.1SCu5180(CuSn5P)、SCu5210(CuSn8P)悬含锡约5%、8%弃含磷不大于0.4%的磷青铜焊G/T 9460—2008
丝。傷提高焊缝金的耐馨烂能,并扩人了液相点和固相点之间的湿度范国,从血增加了焊缝金属的凝固时间,增人【热脆倾向。为了减少这些影师,应该以小熔泄、快速焊为宜,这类丝河用来烁接青黄箍,如果焊缝中充许含锡,它们也刊以用来焊接绝。A,4.2.2当用该类焊丝进行钨极气体保扩电焊时,要求颜热,仅用平焊位置施,A.4.3铝膏铜焊丝
A4.3.1SCu6100(CuA17)是一种无铁铝青焊丝。穴是承受较轻裁催的对辨表面的堆焊材料,是耐腐蚀介质:如惑微嫩水的辉焊厚材料,以及抗客种温度和浓度的带膜时酸腐的堆焊树料。A.4.3.2SCu6180(CuA110Fe)是一种含铁铝青铜焊丝.通常来焊接类似成分的铝青辆、锰硅青铜、某些铜镶合金、铁基企属和异穆金属。最通带的昇种金属是锯背铜与钢、铜与钢的煤接。该煤丝也用于游磨和耐腐蚀表面的墟煤
A.4.3.3SCu6240(CuA111Fe3)是一种商强度铝青铜焊丝,用于焊接和补焊类似成分的错青铜铸件,以及熔敷轴承表面和葫磨、耐腐蚀表。A.4.3.4SCu6100A(Ct:A18)、SCu6328(CuA19Vi5Fe3Mn2)是镍铝肯铜焊丝,用于焊接租修补铸造的或锻造的铝青母材。
A.4.3.5SCu6338(CuMr:13Ai8Fc3N2)是锰钻青铜焊丝,用下焊接或修补类似成分的铸造的或锻造闪母材,该焊丝也可用丁要求高抗腐遮、浸蚀或气仙处的表面堆焊。A。4.3.6出于在熔融的熔池巾中会形成氧化铝,故不推考这些焊丝用了微燃气焊接力法,良。4.3.7铜铝焊缝金局具有较高的抗拉强度、屏服强度和瘦度的特点。是否预热取决-母材的掌度和化学股芬
A,4.3.8最好采月炼位置炼接,在有脉冲电弧焊设答和焊工操作技术良好的惰况下,也可进行H他查皆的爆接,
A.5白铜焊丝
A,5,1SC7158(CuN30MntFeTi)Cu70l(CNil0)焊丝分巾含有30%、10%的镍强化了焊縫金属并政普了丁抗腐蚀能力,特别是抗盐水魔蚀。焊缝金具有良好的热延展性和冷延展性。白铜焊丝用米焊接绝人多数的铜镍合金。A,5.2当这类焊丝行鸽极气你保扩电弧焊或熔化极气体保护电弧焊时,不要求预热。可以全位置焊接。应尽可能保持短弧施焊,以保证适当的保护气体屏蔽而尽量诚少气孔,8
焊丝型号
SCu897
SCu1898
SCu1898A
SCu4700
St:n4701
SCus800
SCu6810A
SCu7730
SCu6511
S16560
SCu6560A
Sc11656
SCus180
SCuSTBDA
SCu5210
SCu5211
SCu5410
SCu6061
SCutioDA
SCu185
SCut243
SCu6325
: SC6327
SCu6328
SCuf338
SCu7158
SCu706]
附录B
(资性附泵)
焊丝型号对照
焊丝型号对照表
化学成分代号
CuSnlMnS:
CuZn40Sn
CuZn40SnSiMn
CuZn4aNi
CnZn403c1Snl
CuZn4oSnSi
CuZn4ONiiC
CuSi2Mnl
Cnsi3Mn
CuSMnl
CuS:2Mn1 Sn12n1
CuSa5P
CrSn6P
Cr:S:8P
C:Snl0MnSi
iCeSn12p
CuAibNi2Mn
CuA.1lFr3
CuA.8Fe4Mn2N12
CuA1BNi2F2Mu2
CuAlNisFe3M12
CuMr13Ai8e3Ni2
CuNi3oMrlFeTi
CuNito
GB/T 9460---2008
GB/I 9460 1988-AWSA5.7:2004
1sCu2n-2
IISCuZ: 3
HSCuznA
HSCusi
HSCuAl
HSC:AINi
ERCASi-A.
ERCSi A
ERCuSnA
FRCuSn-A
ERCuA-AJ
ERCuA1-A2
ERCuA-A3
ERCuNiAl
ERCuMNAl
ERCuNi
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
华民和国家标际雅
GB/T9460—2008
代替GB/T9460—1988
铜及铜合金焊丝
Copper and copper aloy wires and rads(1SO/DIS 24373:2007, Welding Consumables--.Solid wircs and rods Iorfusion wclding of copper ad copper alloys--Classification, MOD2008-04-16发布
中华人民共和国国家质量监督检验检疫总局中国国家标雅化管理委员会
数码防储
2008-10-01实施
2规范性引用文件
3分类利型号
4技术要求
5试验方沃
6检验规则
7包装、标志和品质证明书·VV99.net
附录A(资料性附录)
附录B(资料性附录)
煤丝简要说明
焊丝型专对照
/T9460—-2008
GB/T 9460—2008
本标准修改采用ISQ/DIS21373:2007炼接材料铜及铜介金焊丝利充丝分类》英义版)。本标准根据IS0/TDIS24373:2007宣新起草,考虑我国销及合金焊丝的实际情况,对ISO/DIS24373:2007做如下技术内容修改:删除了规范性引用文件[SO544、ISO4063.ISO14341和IS031-0:1992:一-增加隔录A和附录B,焊丝的简要说明和国际主要标准型号对照表:增加了表2、表 3,表4和图 1
为便于使用,木标谁还做如下织辑性修改:-标雅名称改为\铜及铜合金焊丝\;标准结构方面,增加了检验规则、标志利品质证明书内容;-将“本润际标游\改为“本标”;…一用小数点“\代替作为小数点的据号“,”,删除了医际标推的前言。
本标准是对(3/T91601988铜及铜合金焊丝》的修订,与GB/T0460—1988相比,主婴修改内容姐:
焊丝分类、型号划分方汰采IS/DIS24373:2007;一焊丝化学成分与ISO/DIS24373:2007要求一致,煤丝型号增加了18个;…·增所了焊丝的翘距和松弛自径要求·焊丝尺小及包装形式按IS0)/DIS24373:2007要求,迟行了相成的调整:增加了附录A和附球B
本标排从实施之H起,代替G13/T916C1988。本标准的附录 A,附录 13 为资料性附录。本标准自全国焊接标准化技术委员会提出并归木标准起草单位:哈尔滨焊接研究所、锦州市锅炉压力容器检验研究所,天津大桥煤材架团有限公司、上海斯米克焊材有限公司、市雄狮煤业有限资任公司。本标雅土妥起草人:倦继菇、何少卿、李春范、李志摄、吴斌、土陵本标准所代替标准的历次版本发布情说为:GB/T 9460—1988。
1范围
铜及铜合金煜丝
GB/1 9460--2008
本标推规定了铜及铜合金实心媒丝和填充丝的分类和型专、技术要求、试验方法、检验规则色装,标志利品质谁明书:
本标雅适用于辫化极气体保护电焊、钨极气体保护电弧焊、气焊及等离子弧焊等焊按用铜及铜合金实心炉丝和填充丝(以下简愁煤丝)2规范性引用文件
下列文件中的条款通过尽标准的引用而成为本标的余款。凡是注月期的引用文件,其随后所有的修改单(不包括勘误的内容)战修订版均不适用丁本标证,然而,敲励根据本标准达成协议的各方研究是否可使用这些文件内最新版本。凡是不注日期的引月文件,其最新版本适用于本标推,GB/T5121(所有部分)铜及银合金化学分析方法3分类和型号
3.1焊丝分类
焊丝按化学成分分为铜、黄、青箍,白铜等类:3.2型号划分
焊丝型号按化学成分进行划分(参见表1),3.3型号编制方法
焊丝型号由三部分组成。第1部分为字母“SCu”,表尔及合金焊丝;第2部分为四位数字,表示焊丝型号;第3部分为可选部分,表示化学成分代号。煤丝的简要说别和国际上主娶标雅型号的对应关系参见附双A和附录B。
本标滩中完整焊丝型马示例妇下:(CuSnl)
SCu 1898
装示化学成分代号
表示焊丝型号
表示铜及铜合金焊丝
4技术要求
4.1化学成分
焊丝化学成分成符合表1规定
4.2尺寸及允许偏差
焊丝尺寸及允许偏差应符合表2规定,直条焊丝长度为500mm~1000tntz,允许偏差为+mm
4.3表面质量
焊丝表面应光滑,无弱刺、凹坑、划痕、裂纹等缺陷。不应有不利于煤接操作或对焊缝金属有不良影狗的杂质:
4.4松弛直径和翘距
缠缔在焊丝盘F焊丝的松驰皆径和翘噪,应衍合表3规定4.5送丝性能
缠缔的焊丝应适卡在自动和半自动焊机上连续送丝:GB/ 9460—2008
℃~f0'0
G6~0208-40
0T1--'8
8---30
3S--oT
~8'1 3'8~9'℃
'T-C'z
E--8°0
52 0-0 500
29-295
619-~'$S
5'E9--0'25
0729708
ascvno
OSTS-OS
8ro.FoSs3s
outsaos
UTZNSVS
isuwciusro
asrotgs
1gasro VoR1enos
Tweisro
1susotu20 V0181n0s
[us[shouz
uwisisouzr
Fnsn21.8687os
TAyrO! EBDs
GB/T 9460—2008
o'1-~0'
$'6~02
0F~S'C
3 生标深
198--90
3'2--5'0
()一
889r9s
GB/T 9460—2008
色装形式
谭丝卷?
直径100 num和1 209mr.m谭丝盘首径 270 :nrn和3ca n:m焊丝盘表 2焊丝尺寸及充允许偏差
烟丝直径
1. 6、1. 8、2. 0、2. 4、2. b、2. 8、3. 0、3. 2,4. 0、4. 8、5. 0.6. 0.6. 49.8.9. 9、1,0、1. 2,1. 4,1. 60. 5.0. 8,0. 9、1. 3、1. 2、1. 4,1. 5、2. C,2. 4,2. 5、2. 8,3. 0.3. 2涟:根器供需双方协议,可生产其他尺寸、编荐的捍丝a肯用下平1退充丝时,其点径允许偏差为十0.13焊丝松弛直径和翘距
焊丝叠直径
检驰直径
5试验方法
5.1化学成分
54--380
280--885
单位为整求
充许编差
— 0. 04
单位为整米
270300
320--1020
5.1.1焊丝化学成分分析放在成品焊丝或制造产与的原料工取样,仲裁拉验时应在成品焊丝1取样。5.1.2焊丝化学成分分析川采用低何适宜的方法。件裁试验应按(G3/15121迹行5.2尺寸及表面质量
5.2. 1焊丝尺寸检验用精度为01.01 mm的量具,按表2要求,在同-横载血互垂出方而测景,测量部位不少于两处。
5.2.2煤丝表面质量按4.3要求,对煤丝-部位进行检验。5.3松弛真径和翘距
測量缠绕在炼终盘上煤絲的松弛直径和翘距时,按表3萎求,从炼终盘上戴圾足够长度的丝,不受狗束地放在平前上。测品所形成圆或圆孤的直径即为松弛有径焊丝翘起的最高点到平而的距离即为翘距。
6检验规则
成脂爆丝由谢厂质量检验部门按批检验。6.1批量划分
每批焊丝山同一灯号、间一形状,同一尺尚一交货状态的焊丝组成。特批焊丝最大质量不应超过 10 t
6.2取样方法
每批焊丝按盘(卷)数任选3,但不成少于两盘(卷),直条煤丝拥取100根,分别行焊丝尺小和表面质犀检验
6.3验收
6.3.1每批焊丝化学成分应符表1规定。6.3.2每批煤丝寸、表而质量应符合4.2和4.3的规定。4
6.3.3每批爆丝也可接供需双方协商的验收项目迹行验收,6.4复验
GB/T 9460-2008
任何项检验不合格时,该项检验应加倍复验。刘于化学分析,仅复检些不满足要求的元素。加倍复验结果均成符合该项检验的规定。包装.标志和品质证明书
7.1包装
焊丝应采用适当的内外位装,以忙在运输和此存过翟冲损坏。7.2、包装质量
作种包婆形式的净质最应符合装规楚, 4焊丝包装质量
包装形式
注:振塔供
协商,可包装
,焊效尝尺端而双方协商
7.3包装形式
7.3.1焊丝可麦萄条、焊丝卷
7. 3. 2焊丝盐的讲和制造,应
洁。焊丝盘的尺
7.3.3根据供需双直规充许
7.4焊丝缠绕
每个焊丝盘(卷)上短整
贡感的焊丝
其他包装
净质至/kg
2..5.10、25.50
10、.20、25.50
4. 3.5. 2
10、15.15
并应清和寻燥,以保持焊丝的湾同…批号的连续焊丝,焊丝不应负症结,弯、搭接或嵌接等缺陷。缠厕
绕的焊丝外端应窄固,期显易携战好丝的最外层与焊丝热外缘的距离罕少3nm以上wstaor.w.so
7.5标志
每件煤丝豹内外包装至少应标论弱列内容:…标准号、焊丝型号及焊丝牌号;制造厂名及离标,
--规格及净质量;
—批号及生产月期
7.6品质证明书
制造厂成对得批焊丝,根据检验结果出只品质证期书。当用广提出要求对,制造厂应提供检验报告的剔木。
GB/T 9460—2008
焊丝盘直径
真径”及允许债差
帽宽及允许偏差
成径10m煤丝盈尺等
272222
直径200 mm.270 mm剂300 mm焊丝盘尺寸Tac
法兰内径及允许偏差
驱动在,轴问匝及允许偏差
驱动孔,真衔及允许差
心轴内径
苏勃外径
a A 尺寸取最人值。
单位为密米
5c. 5--5
焊丝盘影或芯轴与法益对不雅时,芯拍内径以大于米确楚
应以能使奸丝顺利送进文确定
日每个法益,上有孔,它们不必对准。对下直轻100mm焊丝熟,不要求驱动孔。图1焊丝盘尺寸
附录A
(资料性附录)
焊丝简要说明
GB/T 9460--2008
本附录提供了各类丝使用的简要说明,为「正确跑应用这些焊丝,还可参阅有关的技术资料,A.1 般特性
A,1.1极气体保护电孤焊道常采用直流证接方法。A,1.2熔化极气体保扩电弧追常采用直流反接方法。A.1.3两种方法使用的保护气体通常是愈、氮或两者的混合气体,通筛不推荐含氮的气体。A.1.4母材应无水汽和所有其他污染物,包括表面氧化物。A.?纯铜焊丝
SCul898CaSn1)是含有磷、硅、、锰等微量元靠的脱氧铜焊丝。磷和硅主要是作为脱氧剂加人的。其他光素是为利于焊接或为满足焊缝的性能而拥人的,SCu189焊丝通常用1脱氧或电解韧创的焊接,仙与氢反应利氧化铜编析时,吗降低焊接接头的栏能。SCi1898焊丝可用来焊接质量要求不高的,
A?.1在大多数情况下,特剂是焊接厚板时.要求焊前预热。个适的预熟温度为205℃~540℃A.2.2对较厚准材的焊接,应优先考虑熔化极气体保护电孤焊方法,一般采用常用的焊接接头形式!以利于施焊:当烁接板序不大于6.4mm母材时,通常不需要预热。当焊接板厚大了s.1mrr母材时:要求在205℃~540℃范围内预热。4.3铜煤丝
A,3.1SCu4700(1zm4.05n)是含少量的黄铜焊丝,熔融金属具有良好的流动性,继金屑其有-定的骐度和耐缺性,可用丁铜、铜镍介金的熔化极气体保护电弧爆利惰性气外保护电驱焊,焊前需经400-~560℃颜热
A,3.2SCu680c(CuZn40Ni)、SCu6810A(CuZn20SnSi)是含少景铁,佳、锰的锡黄铜焊丝。熔融金流动性好,出于含有莅,可有效拍拟制锌的蒸发。这类焊丝可眉丁铜、钢、铜镍个金、灰点铸铁的熔化极气体保护电弧焊和情性气体保护电弧焊,以及镀嵌硕质合金刀具、焊前需经40C℃~500℃预热。A.4青铜煤丝
A,4.1硅声铜焊丝
A4.4.1.1SCz6560(CuSi3Mn)是含有约3※硅和少量锰、或锌的硅青铜焊丝。这种焊丝用丁鸽极气体保护电弧焊熔化极气休保护电弧焊,焊接铜硅和链锌母材以及它们与钢的焊接A.4.1.2当用SCu6560焊丝进行熔化极气体保扩电弧焊时,一般最好采用小熔池的施焊方法·层间温度低于65T,以减少热毅纹。采用窄爆道减少效缩应力,提高冷却速度越过热脆温度范用。A.4.1.3当用SCu6560焊丝迹行熔化极和钨极气体保护启弧焊时,采用小熔池的施焊方法,即使不预热也可以得到最佳的效录。可逃行全位置接,但优先选月平爆位置A.4.2磷菁铜焊丝
A4.2.1SCu5180(CuSn5P)、SCu5210(CuSn8P)悬含锡约5%、8%弃含磷不大于0.4%的磷青铜焊G/T 9460—2008
丝。傷提高焊缝金的耐馨烂能,并扩人了液相点和固相点之间的湿度范国,从血增加了焊缝金属的凝固时间,增人【热脆倾向。为了减少这些影师,应该以小熔泄、快速焊为宜,这类丝河用来烁接青黄箍,如果焊缝中充许含锡,它们也刊以用来焊接绝。A,4.2.2当用该类焊丝进行钨极气体保扩电焊时,要求颜热,仅用平焊位置施,A.4.3铝膏铜焊丝
A4.3.1SCu6100(CuA17)是一种无铁铝青焊丝。穴是承受较轻裁催的对辨表面的堆焊材料,是耐腐蚀介质:如惑微嫩水的辉焊厚材料,以及抗客种温度和浓度的带膜时酸腐的堆焊树料。A.4.3.2SCu6180(CuA110Fe)是一种含铁铝青铜焊丝.通常来焊接类似成分的铝青辆、锰硅青铜、某些铜镶合金、铁基企属和异穆金属。最通带的昇种金属是锯背铜与钢、铜与钢的煤接。该煤丝也用于游磨和耐腐蚀表面的墟煤
A.4.3.3SCu6240(CuA111Fe3)是一种商强度铝青铜焊丝,用于焊接和补焊类似成分的错青铜铸件,以及熔敷轴承表面和葫磨、耐腐蚀表。A.4.3.4SCu6100A(Ct:A18)、SCu6328(CuA19Vi5Fe3Mn2)是镍铝肯铜焊丝,用于焊接租修补铸造的或锻造的铝青母材。
A.4.3.5SCu6338(CuMr:13Ai8Fc3N2)是锰钻青铜焊丝,用下焊接或修补类似成分的铸造的或锻造闪母材,该焊丝也可用丁要求高抗腐遮、浸蚀或气仙处的表面堆焊。A。4.3.6出于在熔融的熔池巾中会形成氧化铝,故不推考这些焊丝用了微燃气焊接力法,良。4.3.7铜铝焊缝金局具有较高的抗拉强度、屏服强度和瘦度的特点。是否预热取决-母材的掌度和化学股芬
A,4.3.8最好采月炼位置炼接,在有脉冲电弧焊设答和焊工操作技术良好的惰况下,也可进行H他查皆的爆接,
A.5白铜焊丝
A,5,1SC7158(CuN30MntFeTi)Cu70l(CNil0)焊丝分巾含有30%、10%的镍强化了焊縫金属并政普了丁抗腐蚀能力,特别是抗盐水魔蚀。焊缝金具有良好的热延展性和冷延展性。白铜焊丝用米焊接绝人多数的铜镍合金。A,5.2当这类焊丝行鸽极气你保扩电弧焊或熔化极气体保护电弧焊时,不要求预热。可以全位置焊接。应尽可能保持短弧施焊,以保证适当的保护气体屏蔽而尽量诚少气孔,8
焊丝型号
SCu897
SCu1898
SCu1898A
SCu4700
St:n4701
SCus800
SCu6810A
SCu7730
SCu6511
S16560
SCu6560A
Sc11656
SCus180
SCuSTBDA
SCu5210
SCu5211
SCu5410
SCu6061
SCutioDA
SCu185
SCut243
SCu6325
: SC6327
SCu6328
SCuf338
SCu7158
SCu706]
附录B
(资性附泵)
焊丝型号对照
焊丝型号对照表
化学成分代号
CuSnlMnS:
CuZn40Sn
CuZn40SnSiMn
CuZn4aNi
CnZn403c1Snl
CuZn4oSnSi
CuZn4ONiiC
CuSi2Mnl
Cnsi3Mn
CuSMnl
CuS:2Mn1 Sn12n1
CuSa5P
CrSn6P
Cr:S:8P
C:Snl0MnSi
iCeSn12p
CuAibNi2Mn
CuA.1lFr3
CuA.8Fe4Mn2N12
CuA1BNi2F2Mu2
CuAlNisFe3M12
CuMr13Ai8e3Ni2
CuNi3oMrlFeTi
CuNito
GB/T 9460---2008
GB/I 9460 1988-AWSA5.7:2004
1sCu2n-2
IISCuZ: 3
HSCuznA
HSCusi
HSCuAl
HSC:AINi
ERCASi-A.
ERCSi A
ERCuSnA
FRCuSn-A
ERCuA-AJ
ERCuA1-A2
ERCuA-A3
ERCuNiAl
ERCuMNAl
ERCuNi
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。