GB/T 11343-2008
基本信息
标准号: GB/T 11343-2008
中文名称:无损检测接触式超声斜射检测方法
标准类别:国家标准(GB)
英文名称:Non-destructive testing - Practice for ultrasonic angle-beam testing by the contact method
标准状态:现行
发布日期:2008-05-13
实施日期:2008-11-01
下载格式:pdf zip

标准分类号
标准ICS号: 试验>>19.100无损检测
中标分类号:机械>>机械综合>>J04基础标准与通用方法
出版信息
出版社:中国标准出版社
页数:16页
标准价格:31.0
出版日期:2008-11-01
相关单位信息
首发日期:1989-05-08
起草人:宁锴、罗云东、于宝虹、潘振新
起草单位:上海宝钢工业检测公司、上海材料研究所等
归口单位:全国无损检测标准化技术委员会(SAC/TC 56)
提出单位:中国机械工业联合会
发布部门:中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会
主管部门:国家标准化管理委员会
标准简介
本标准规定了采用接触式超声斜射脉冲回波技术(包括超声斜射纵波、横波、瑞利波、莱姆波)对材料进行超声检测的方法,同时对系统设备及校准做了适当的规定。
标准图片预览


标准内容
ICS19.100
中华人民共和国国家标准
GB/T11343—2008
代替GB/T11343—1989
无损检测
接触式超声斜射检测方法
Non-destructive testing-Practice for ultrasonicangle-beam testing by the contact method2008-05-13发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2008-11-01实施
本标准修改采用ASTME587-00(2005)《接触式超声斜射检测方法》(英文版)。本标准根据ASTME587-00(2005)重新起草。GB/T11343—2008
考虑到我国国情,在采用ASTME587-00(2005)时,本标准做了一些修改。有关技术性差异如下:删除ASTM标准的1.2和1.3;
将规范性引用文件ASTME114改为JB/T4009;将规范性引用文件ASTME317改为JB/T9214;将规范性引用文件ASTME543改为GB/T5616;将规范性引用文件ASTME1316改为GB/T12604.1和GB/T20737:将规范性引用文件SNT-TC-1A和ANSI/ASNTCP-189改为GB/T9445;增加规范性引用文件GB/T19799.1;删除规范性引用文件MIL-STD-410和NAS410;删除ASTM标准的第12章。
为便于使用,本标准还做了下列编辑性修改:“本方法”一词改为“本标准”;插人GB/T1.1—2000规定的引导语;删除英制单位和数据,仅保留SI制单位和数据;重新编排了部分条号和标题,以符合GB/T1.1一2000的要求。本标准代替GB/T11343—1989《接触式超声斜射探伤方法》。本标准与GB/T11343—1989相比主要变化如下:修改和增加了检测原理和应用举例;增加了检测项目合同等要求。
本标准由中国机械工业联合会提出。本标准由全国无损检测标准化技术委员会(SAC/TC56)归口。本标准起草单位:上海宝钢工业检测公司、上海材料研究所、常州超声电子有限公司。本标准主要起草人:宁错、罗云东、于宝虹、潘振新。本标准所代替标准的历次版本发布情况为:GB/T11343—1989。
1范围
无损检测
接触式超声斜射检测方法
GB/T11343—2008
本标准规定了采用接触式超声斜射脉冲回波技术(包括超声斜射纵波、横波、瑞利波、莱姆波)对材料进行超声检测的方法,同时对系统设备及校准做了适当的规定。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T5616无损检测应用导则
GB/T9445无损检测人员资格鉴定与认证(GB/T9445一2008.ISO9712:2005.IDT)GB/T12604.1
无损检测术语超声检测(GB/T12604.1—2005.ISO5577:2000,IDT)GB/T19799.1
GB/T20737
无损检测超声检测1号校准试块(GB/T19799.12005ISO2400:1972无损检测通用术语和定义(GB/T20737—2006,ISO/TS18173:2005.IDT)JB/T4009接触式超声纵波直射探伤方法JB/T9214A型脉冲反射式超声波系统工作性能测试方法3术语和定义
GB/T12604.1和GB/T20737确立的术语和定义适用于本标准。4要点和应用
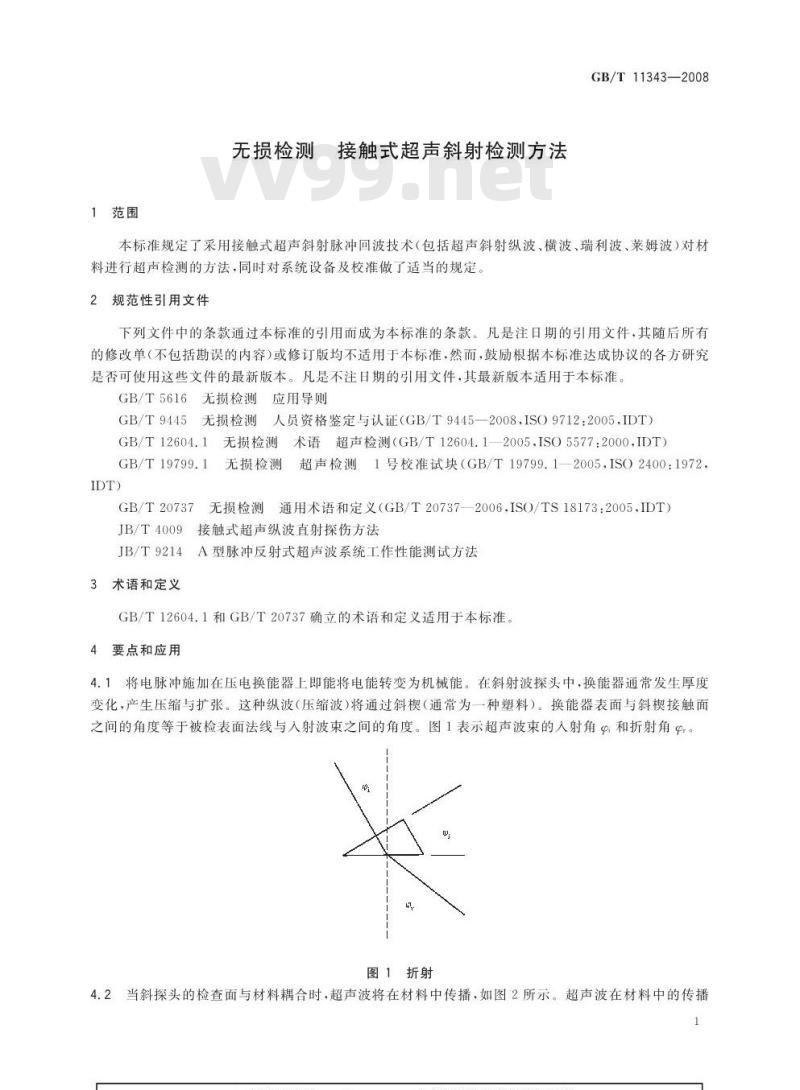
4.1将电脉冲施加在压电换能器上即能将电能转变为机械能。在斜射波探头中,换能器通常发生厚度变化,产生压缩与扩张。这种纵波(压缩波)将通过斜模(通常为一种塑料)。换能器表面与斜楔接触面之间的角度等于被检表面法线与入射波束之间的角度。图1表示超声波束的人射角p和折射角P。图1折射
4.2当斜探头的检查面与材料耦合时,超声波将在材料中传播,如图2所示。超声波在材料中的传播1
GB/T113432008
角度(从被检表面的法线量起)和振动的模式将根据斜楔角度、斜模中的超声声速和被检材料中的超声声速而定。当材料厚度大于儿个波长时,材料中传播的波可以是纵波和横波:单纯的横波、横波和表面波、单纯的表面波,在界面上也可能产生全反射(见图3)。在薄的材料中(最长为儿个波长的厚度),从斜探头中来的波可能以不同模式的板波在材料中传播,纵波
图2波型振动模式
表面波
SSEA SENAN
有机玻璃中探头楔块的角度(
4.3所有模式的超声振动都可用做材料的斜射法检测。材料结构和不连续可能存在的位置和取问将决定选择波束的方向和振动的模如何使用斜射波和选择适当的波型需要有关物体几何形状、预期不连续的可能存在位置,大小,取向和反射率,以及超声波传播的物理定律等方面的知识。必须知道或测定所使用检验系统的特性和被检材料的超声性能a)斜射纵波
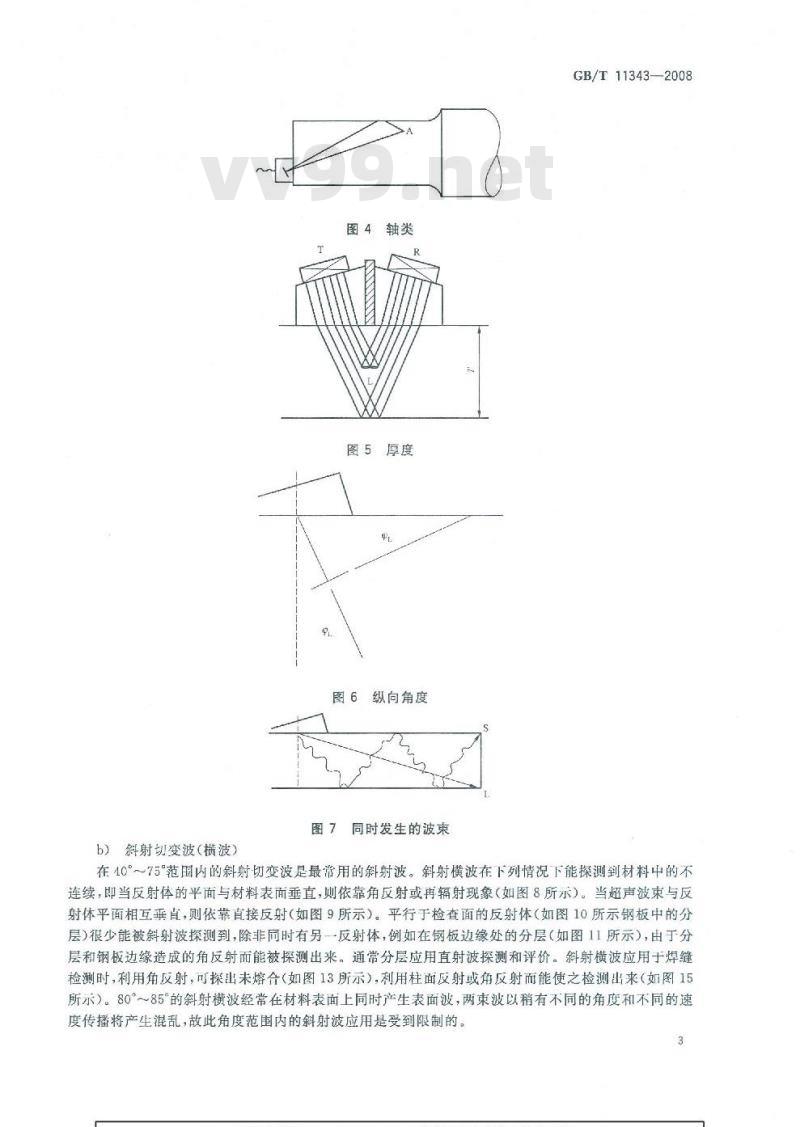
如图4所示,斜射纵波的折射角为1°~40°(此时同时存在的斜射横波很弱,如图3所示),它将可用于轴类工件的端面上利用直接反射或角反射探测疲劳裂纹。如图5所示的交叉波束的双换能器型探头产生的斜射纵波可用来测厚或检查平行于检查面的反射体,如分层等不连续(如图6所示)。当反射体的主平面与检查面的夹角不超过40°时,将为垂直于反射体主平面的斜射纵波提供最佳反射条件。45°~85°的斜射纵波将随着角度的增加而变弱,与此同时共存的斜射横波也将随之增强。在材料中斜射纵波的幅度在约为55°时与29的斜射横波的幅度相等,将同时存在于材料中(如图7所示)。由于两束波以不同速度和不同方向同时传播将引起混乱,故很少应用此范围内的斜射波。2
b)斜射切变波(横波)
图4轴类
图5厚度
图6纵向角度
同时发生的波束
GB/T11343—2008
在40°~75°范围内的斜射切变波是最带用的斜射波。斜射横波在下列情况下能探测到材料中的不连续,即当反射体的平面与材料表面垂直,则依靠角反射或再辐射现象(如图8所示)。当超声波束与反射体平面相互垂直,则依靠直接反射(如图9所示)。平行于检查面的反射体(如图10所示钢板中的分层)很少能被斜射波探测到,除非同时有另一反射体,例如在钢板边缘处的分层(如图11所示),由于分层和钢板边缘造成的角反射而能被探测出来。通常分层应用直射波探测和评价。斜射横波应用于焊缝检测时,利用角反射,可探出未熔合(如图13所示),利用柱面反射或角反射而能使之检测出来(如图15所示)。80~85的斜射横波经常在材料表面上同时产生表面波,两束波以稍有不同的角度和不同的速度传播将产生混乱,故此角度范围内的斜射波应用是受到限制的。3
GB/T11343—2008
OF CHINA
图8角反射
图9法向平面
边缘分层
c)在表面传播的瑞利波
图12未焊透
图13未熔合
图14:夹渣或气孔
图15裂纹
GB/T11343—2008免费下载标准就来唯久标准网
在表面传播的瑞利波以与检查面法线成90°方向在检查面上传播。在厚度大于两个波长的材料中,瑞利波的能量大约穿透到一个波长的深度。但由于能量以指数式分布,半数能量集中在离表面1/4波长的深度范围内。长度方向与瑞利波传播方向乘直的裂能被检出,其深度可用改变瑞利波频率的5
GB/T11343—2008
方法加以估计,因为波长改变后透人深度也改变,波长等于速度除以频率,表面下不连续如在表面下一个波长范围内,可被瑞利波发现。入=o/f
d)莱姆波
莱姆波传播时检查法线成90°并在整个材料中产生椭圆形的质点振动。根据材料厚度与检查用频率,这些振动存在于不同数量的振动层中,并以低于瑞利波至接近纵波的速度传播。非对称性莱姆波有奇数个圆层振动而对称性莱姆波有偶数个椭圆层振动。5资质
5.1为了检测工作有效进行,下列条款要求供需各方达成一致。a)检测人员资格
参与检测项月的检测人员应具备出国家认可的专业机构认证的作业资质,使用国家、行业、企业或其他认证部门认证的标准或规范(如GB/T9445)。所需人员资质以及适用的标准、规范需签署合同各方认可。
b)检测企业资质
参与检测项月的检测机构需按GB/T5616资质认证及评估,所使用GB/T5616的版本应在合同当中指明。
5.2微观结构特殊的材料(如4.3中所述),检测方法和过程须由相关各方商定。6设备
6.1仪器
超声检测仪应能产生、接收、放大高频电脉冲,并将其显示在示波管(CRT)或工作在仪器规定频率下的读出装置上。
6.2探头
探头应能按校准工艺的规定,在探测不连续所需的各种频率和能量水平上向被检验材料发射及接收超声波。探头装有斜模,以便在需要的角度利工作模式上向被检物体发射超声波。6.3耦合剂
耦合剂通常是液体或半液体,需将其加在检查表面和探头工作面之间,以便超声波能从探头投入被检验材料,典型的耦合剂包括甘油、水、纤维塑胶、机油、乳化油和牛油等,也可添加防锈剂或润湿剂或两者同时应用。选择的耦合剂应对产品或工艺无害。耦合介质选择时应使其黏度适用于被检材料的表面粗糙度。检验粗糙表面时通常需用高黏度的耦合剂。材料的表面温度将改变耦合剂黏度。a)在较高温度(超过52℃)时,应采用硅油,硅脂等耐高温耦合材料。然而为避免温度变化而影响楔块材料的超声波传播性能或换能器特性,探头表面的间隙接触或探头的辅助冷却是需要的。在更高温度时,将需要某些无机盐类或热塑性有机材料为主的耦合剂以及不会被高温损坏的楔块材料和换能器,
b)当在大的面积上需要稳定的耦合状态,如在自动化检测的场合或发现表面粗糙度有显著变化时,就需要用能提供更好检测效果的其他耦合方法,如液体间隙耦合法。在此情况下,探头表面不与检查面接触,而用整体导轨或固定装置使两者之间的距离保持约为0.5mm。经探头流出的液体将充满此间隙。流动的液体能提供耦合的通道,如检查面较热时有使探头保持低温状态的额外优点。
直接接触的另一种方法是轮式探头,探头以需要的角度安装在固定轴上,并有一柔性的,充满液体的轮胎能绕此轴旋转,由于弹性的轮胎材料以滚动接触方式与检查面紧密吻合,少量耦合剂就能使超声波透人被检表面
-6.4校准用试块
GB/T113432008
已知尺寸的反射体,人工反射体或特定探头和材料适用的,由已知大小反射体形成的距离-幅度曲线都能用于校准。人工反射体的形状可以是横孔、槽口或平底孔。参考用材料与生产用材料应有相似的速度、衰减、曲线和表面粗糙度。7校准
7.1概述
如需要得到定量的资料,仪器的垂直维性或水我性或两者都应按JB/T9214或由检测机构和买方同意的其他方法来校准。适用的线性指标也应由检验机构和买方彼此同意。检测前应按产品规范校准检测系统7.2斜射纵波和横波
7.2.1距离校准如要
法。可用GB/T1979
件中准确地确定反射体位置,推荐采用按工件尺寸或声程的距离校准方号校准试块提供的同心圆柱面反射来校准扫指范围和延迟。如工件有适天能提供更为可靠的校准。
包括平行表面主间的全部体积,则当以当的几何形状则工
当检验区域
被房上至少要标出一个V形声程,当以两个个方向检测时,
(从表面至表面)
益通常在
7.2.2幅度校增)
横孔。按检测声
用来校准增益
学方法或在荧
离幅度校准。
性极限内)。
个或多
射体上进
向检测时至少要标出半个V形声程被检件主要表面平行并与声程垂直的例如与
束角度钻的半径相同的
可平底孔。在某些情况下表面刻槽也能满足要求,反射体信号能c
使之达到能
检测最
小不连续的水平
为进行处
量评价,对特定头和材料能用电子线表示幅度和距离的关系来完成距画出距离-富度曲线(DA曲线)载用图表和曲中
应调整到使参考反射体的最大
有规定,增
号达到满屋
高度的80%(只要在线
7.2.3往往同
一参考反射体用来做距离和幅度校准,对低衰减材料的一个例子是图16所示的T/4深探头使反身时体通料
度的单个横孔。
出现在扫描刻度处
响,故应重复节效
V形声程的1/8#3/8.5
、7/8和9/8处
调整延迟使信号1
调整扫捐范用使信号。出现在扫描刻度9处。由于这些控刷器调节时会相互影周至信号1和9定位于刻度1
退和扫描范
最信号为满屏高度的83%
或9处信号的一个
此增益调节
和9处。
调节增益控制,使1.3、5、7
在示波屏上标出1、3、5、7、9处反射些点做成DA曲线或在能等效显示的情况下从电子学方法加以补偿。由横体信号的最大峰值,联接
孔与表面生成的角反射得可能在扫描线4及8处出现,这些信号不能用于DA曲线。根据探头前沿(或从斜楔侧面上声束中心线位号)至横孔在表面上的投影位置量出反射位在表面的位置。由于横孔在表面下的深度是已知的,此种心准可作为估计未知反射体位置、深度利对信号幅度的手段。7.3在表面传播的瑞利波
7.3.1距离校准,由于这是一种表南检测方法,需要用表面儿何形状的突然变化(即转角处、方形槽等)作为距离校准的参考。荧光屏上的扫描线应按探头至参考反射体的距离校准。7.3.2幅度校准瑞利波的透入深度与频率有关,订货数据中应说明能作为校准参考反射体用的最大允许不连续深度。检查用频率应大约等于材料中瑞利波速度(VR)除以4倍的校准参考深度(d),即:VR
注:例:校准参考深度为0.013in(0.33mm),材料的瑞利波速度(Vk)为3.00mm/μs。f=2.27周/μs或2.27周
此频率下的声束有更大的有效检测深度,对较大深度的反射体有更高的回波幅度。7
GB/T11343—2008
7.4莱姆波(可在薄板或管壁中产生)7.4.1距离校准如将声束的入射角调节(使用可变角接触式探头或水浸检验中改变角度)到使人射纵波的波前截面速度等于特定类型和模式的莱姆波的相速度。则莱姆波就能在薄板或管壁中产生。各利模式非对称性和对称性莱姆波的相速度取决十超声波的频率和材料的厚度。因此,校准用参考基准必须与被检工件相似,需要的参考不连续可以是厚度的差别或是不连续反射体。莱姆波以群速度传播,每个模式都不同,也不同于相速度。荧光屏上的扫描线应按探头至参考反射体的距离校准。7.4.2幅度校准,订货数据中应说明能作为参考基准的最大允许不连续。为从参考反射体上得到校准信号,应选择适用的莱姆波类型和模式。灵敏度
8检测方法
图16校准
斜射波检测通常采用斜射纵波或斜射横波。8.2斜射纵波
当因工件几何形状或不连续取向需要用1~40°声束角度时,应用斜射纵波。通常不应使用1~40°的8
GB/T11343-—2008
斜射横波,因为同时存在的斜射纵波幅度较高且会产生干扰。在1~40°声束角度范围内,斜射纵波将具有比同时存在的小角度斜射横波更高的幅度。在此斜射纵波范围内应用的探头可分为三组,即单品探头、平行声束的双晶探头和交叉声束的双晶探头。a)单品探头
预期不连续的主反射面的角度已知时,检测用声束的角度应与此反射面垂直。在可能存在不连续的区域内,应在声束与不连续主平面相互垂直的条件下对材料进行扫查。从实心轴类端面上检测其疲劳裂纹时,如图17所示,所用的声束角度可按下列公式计算:Paarctan
进行检测时,应使声束通过轴的中心线到达被认为有裂纹的区域,同时将探头顺着检测圆作圆周移动。
图17实心轴
从空心输奖端面上探测疫劳裂纹时,如图18所示,其声束角度可按下列公式计算:A-B
P=arctan
进行检测时,应使从轴端上的声束射向被怀疑有裂纹的区域,同时将探头顺着检验圆作圆周移动。图18空心轴
-GB/T11343—2008
b)平行声束双晶探头
当反射体的声程较近时可采用发射和接收分开的探头或称之为双晶探头,以消除斜模中的杂波。在双晶探头中发射品片及其斜模与接收晶片及其斜模之间用隔声材料分开,以防正串声,发射声束和接收声束基本上是平行的。除了仪器以一发一收方式工作外,探头的应用与8.2a)所述相似。c)交叉声束双品探头
这些探头装配时使声束在被检验表面正下方交叉以改进近表面处的分辨力。这些探头能够检验的深度范围取决于品片尺寸和声束角度。除了对近表面分辨力有改进(可能会带来探测深度范围上的限制,因此深度校准时要特别小心)和仪器以一发一收方式工作外,这些探头的应用相似于B/T4009的直射法检验。
8.3斜射横波
斜射横波检验通常采用单晶片探头方式。此种技术的原理示于图16。横孔给出的圆柱形反射体类似于来渣。其他不连续和不连续的取向都可能存在。因此必须研究预计的不连续以决定最易产生的取向,以使使超声波束射向不连续而产生反射。如果不连续的取向是任意的,则常需要用多个声束方或将声束转动。气孔类不连续是粗糙而不规则的或是球形的,将产生多方性的反射,故对声束对准的要求也较低。应方裂纹和焊缝中的为熔合等不连续可预期与应力相互垂首或处于焊缝剖口平面上。被压、锻打以及在固态下用其他方法成形的材料将产生与应力方向(金属流动方向)垂直的裂纹或与检查面平行的分层。
8.4扫查
操纵置丁试件上的探头,使其需要检验的整个体积都受到超声声束的扫查,除非另有规定,通常只需识别最高的回波信号。
9检测数据的记录
在每次检测中下列数据应予记录:a)工件名称(或编号)和检测日期:b)
操作老姓名和资格等级(如有证件时):仪器名称、制造厂、型号及编号:c
d)布置情况、耦合剂、探头电缆长度、于工或自动扫查;e)
有关探头的说明、类型、频率、晶片尺寸、斜模及声束的振动模式为重复检验所需的参考标准及校准数据f
g)适用规范要求记录的信号资料或检验结果(不连续的数量,特征或可能的类型,大小和位置)。10结果评价
10.1应在标准增益下测定反射体位置和幅度。10.2反射波可能由工件几何形状引起,例如由于转角,表面凸起或凹陷以及其他表面轮廊形状超声波反射至探头。因此,必须识别几何形状引起的反射波10.3供需双方应事先商定关于检验结果的解释和需要保存的数据资料。不能识别为几何形状引起的信号而其幅度超过拒收标准时应予拒收,除非需方同意或从工件图纸上可确定该不连续在加工完成的工件上将不再存在。
11报告
报告中应包括的资料内容应经需方与制造方双方同意。10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。
中华人民共和国国家标准
GB/T11343—2008
代替GB/T11343—1989
无损检测
接触式超声斜射检测方法
Non-destructive testing-Practice for ultrasonicangle-beam testing by the contact method2008-05-13发布
中华人民共和国国家质量监督检验检疫总局中国国家标准化管理委员会
2008-11-01实施
本标准修改采用ASTME587-00(2005)《接触式超声斜射检测方法》(英文版)。本标准根据ASTME587-00(2005)重新起草。GB/T11343—2008
考虑到我国国情,在采用ASTME587-00(2005)时,本标准做了一些修改。有关技术性差异如下:删除ASTM标准的1.2和1.3;
将规范性引用文件ASTME114改为JB/T4009;将规范性引用文件ASTME317改为JB/T9214;将规范性引用文件ASTME543改为GB/T5616;将规范性引用文件ASTME1316改为GB/T12604.1和GB/T20737:将规范性引用文件SNT-TC-1A和ANSI/ASNTCP-189改为GB/T9445;增加规范性引用文件GB/T19799.1;删除规范性引用文件MIL-STD-410和NAS410;删除ASTM标准的第12章。
为便于使用,本标准还做了下列编辑性修改:“本方法”一词改为“本标准”;插人GB/T1.1—2000规定的引导语;删除英制单位和数据,仅保留SI制单位和数据;重新编排了部分条号和标题,以符合GB/T1.1一2000的要求。本标准代替GB/T11343—1989《接触式超声斜射探伤方法》。本标准与GB/T11343—1989相比主要变化如下:修改和增加了检测原理和应用举例;增加了检测项目合同等要求。
本标准由中国机械工业联合会提出。本标准由全国无损检测标准化技术委员会(SAC/TC56)归口。本标准起草单位:上海宝钢工业检测公司、上海材料研究所、常州超声电子有限公司。本标准主要起草人:宁错、罗云东、于宝虹、潘振新。本标准所代替标准的历次版本发布情况为:GB/T11343—1989。
1范围
无损检测
接触式超声斜射检测方法
GB/T11343—2008
本标准规定了采用接触式超声斜射脉冲回波技术(包括超声斜射纵波、横波、瑞利波、莱姆波)对材料进行超声检测的方法,同时对系统设备及校准做了适当的规定。2规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T5616无损检测应用导则
GB/T9445无损检测人员资格鉴定与认证(GB/T9445一2008.ISO9712:2005.IDT)GB/T12604.1
无损检测术语超声检测(GB/T12604.1—2005.ISO5577:2000,IDT)GB/T19799.1
GB/T20737
无损检测超声检测1号校准试块(GB/T19799.12005ISO2400:1972无损检测通用术语和定义(GB/T20737—2006,ISO/TS18173:2005.IDT)JB/T4009接触式超声纵波直射探伤方法JB/T9214A型脉冲反射式超声波系统工作性能测试方法3术语和定义
GB/T12604.1和GB/T20737确立的术语和定义适用于本标准。4要点和应用
4.1将电脉冲施加在压电换能器上即能将电能转变为机械能。在斜射波探头中,换能器通常发生厚度变化,产生压缩与扩张。这种纵波(压缩波)将通过斜模(通常为一种塑料)。换能器表面与斜楔接触面之间的角度等于被检表面法线与入射波束之间的角度。图1表示超声波束的人射角p和折射角P。图1折射
4.2当斜探头的检查面与材料耦合时,超声波将在材料中传播,如图2所示。超声波在材料中的传播1
GB/T113432008
角度(从被检表面的法线量起)和振动的模式将根据斜楔角度、斜模中的超声声速和被检材料中的超声声速而定。当材料厚度大于儿个波长时,材料中传播的波可以是纵波和横波:单纯的横波、横波和表面波、单纯的表面波,在界面上也可能产生全反射(见图3)。在薄的材料中(最长为儿个波长的厚度),从斜探头中来的波可能以不同模式的板波在材料中传播,纵波
图2波型振动模式
表面波
SSEA SENAN
有机玻璃中探头楔块的角度(
4.3所有模式的超声振动都可用做材料的斜射法检测。材料结构和不连续可能存在的位置和取问将决定选择波束的方向和振动的模如何使用斜射波和选择适当的波型需要有关物体几何形状、预期不连续的可能存在位置,大小,取向和反射率,以及超声波传播的物理定律等方面的知识。必须知道或测定所使用检验系统的特性和被检材料的超声性能a)斜射纵波
如图4所示,斜射纵波的折射角为1°~40°(此时同时存在的斜射横波很弱,如图3所示),它将可用于轴类工件的端面上利用直接反射或角反射探测疲劳裂纹。如图5所示的交叉波束的双换能器型探头产生的斜射纵波可用来测厚或检查平行于检查面的反射体,如分层等不连续(如图6所示)。当反射体的主平面与检查面的夹角不超过40°时,将为垂直于反射体主平面的斜射纵波提供最佳反射条件。45°~85°的斜射纵波将随着角度的增加而变弱,与此同时共存的斜射横波也将随之增强。在材料中斜射纵波的幅度在约为55°时与29的斜射横波的幅度相等,将同时存在于材料中(如图7所示)。由于两束波以不同速度和不同方向同时传播将引起混乱,故很少应用此范围内的斜射波。2
b)斜射切变波(横波)
图4轴类
图5厚度
图6纵向角度
同时发生的波束
GB/T11343—2008
在40°~75°范围内的斜射切变波是最带用的斜射波。斜射横波在下列情况下能探测到材料中的不连续,即当反射体的平面与材料表面垂直,则依靠角反射或再辐射现象(如图8所示)。当超声波束与反射体平面相互垂直,则依靠直接反射(如图9所示)。平行于检查面的反射体(如图10所示钢板中的分层)很少能被斜射波探测到,除非同时有另一反射体,例如在钢板边缘处的分层(如图11所示),由于分层和钢板边缘造成的角反射而能被探测出来。通常分层应用直射波探测和评价。斜射横波应用于焊缝检测时,利用角反射,可探出未熔合(如图13所示),利用柱面反射或角反射而能使之检测出来(如图15所示)。80~85的斜射横波经常在材料表面上同时产生表面波,两束波以稍有不同的角度和不同的速度传播将产生混乱,故此角度范围内的斜射波应用是受到限制的。3
GB/T11343—2008
OF CHINA
图8角反射
图9法向平面
边缘分层
c)在表面传播的瑞利波
图12未焊透
图13未熔合
图14:夹渣或气孔
图15裂纹
GB/T11343—2008免费下载标准就来唯久标准网
在表面传播的瑞利波以与检查面法线成90°方向在检查面上传播。在厚度大于两个波长的材料中,瑞利波的能量大约穿透到一个波长的深度。但由于能量以指数式分布,半数能量集中在离表面1/4波长的深度范围内。长度方向与瑞利波传播方向乘直的裂能被检出,其深度可用改变瑞利波频率的5
GB/T11343—2008
方法加以估计,因为波长改变后透人深度也改变,波长等于速度除以频率,表面下不连续如在表面下一个波长范围内,可被瑞利波发现。入=o/f
d)莱姆波
莱姆波传播时检查法线成90°并在整个材料中产生椭圆形的质点振动。根据材料厚度与检查用频率,这些振动存在于不同数量的振动层中,并以低于瑞利波至接近纵波的速度传播。非对称性莱姆波有奇数个圆层振动而对称性莱姆波有偶数个椭圆层振动。5资质
5.1为了检测工作有效进行,下列条款要求供需各方达成一致。a)检测人员资格
参与检测项月的检测人员应具备出国家认可的专业机构认证的作业资质,使用国家、行业、企业或其他认证部门认证的标准或规范(如GB/T9445)。所需人员资质以及适用的标准、规范需签署合同各方认可。
b)检测企业资质
参与检测项月的检测机构需按GB/T5616资质认证及评估,所使用GB/T5616的版本应在合同当中指明。
5.2微观结构特殊的材料(如4.3中所述),检测方法和过程须由相关各方商定。6设备
6.1仪器
超声检测仪应能产生、接收、放大高频电脉冲,并将其显示在示波管(CRT)或工作在仪器规定频率下的读出装置上。
6.2探头
探头应能按校准工艺的规定,在探测不连续所需的各种频率和能量水平上向被检验材料发射及接收超声波。探头装有斜模,以便在需要的角度利工作模式上向被检物体发射超声波。6.3耦合剂
耦合剂通常是液体或半液体,需将其加在检查表面和探头工作面之间,以便超声波能从探头投入被检验材料,典型的耦合剂包括甘油、水、纤维塑胶、机油、乳化油和牛油等,也可添加防锈剂或润湿剂或两者同时应用。选择的耦合剂应对产品或工艺无害。耦合介质选择时应使其黏度适用于被检材料的表面粗糙度。检验粗糙表面时通常需用高黏度的耦合剂。材料的表面温度将改变耦合剂黏度。a)在较高温度(超过52℃)时,应采用硅油,硅脂等耐高温耦合材料。然而为避免温度变化而影响楔块材料的超声波传播性能或换能器特性,探头表面的间隙接触或探头的辅助冷却是需要的。在更高温度时,将需要某些无机盐类或热塑性有机材料为主的耦合剂以及不会被高温损坏的楔块材料和换能器,
b)当在大的面积上需要稳定的耦合状态,如在自动化检测的场合或发现表面粗糙度有显著变化时,就需要用能提供更好检测效果的其他耦合方法,如液体间隙耦合法。在此情况下,探头表面不与检查面接触,而用整体导轨或固定装置使两者之间的距离保持约为0.5mm。经探头流出的液体将充满此间隙。流动的液体能提供耦合的通道,如检查面较热时有使探头保持低温状态的额外优点。
直接接触的另一种方法是轮式探头,探头以需要的角度安装在固定轴上,并有一柔性的,充满液体的轮胎能绕此轴旋转,由于弹性的轮胎材料以滚动接触方式与检查面紧密吻合,少量耦合剂就能使超声波透人被检表面
-6.4校准用试块
GB/T113432008
已知尺寸的反射体,人工反射体或特定探头和材料适用的,由已知大小反射体形成的距离-幅度曲线都能用于校准。人工反射体的形状可以是横孔、槽口或平底孔。参考用材料与生产用材料应有相似的速度、衰减、曲线和表面粗糙度。7校准
7.1概述
如需要得到定量的资料,仪器的垂直维性或水我性或两者都应按JB/T9214或由检测机构和买方同意的其他方法来校准。适用的线性指标也应由检验机构和买方彼此同意。检测前应按产品规范校准检测系统7.2斜射纵波和横波
7.2.1距离校准如要
法。可用GB/T1979
件中准确地确定反射体位置,推荐采用按工件尺寸或声程的距离校准方号校准试块提供的同心圆柱面反射来校准扫指范围和延迟。如工件有适天能提供更为可靠的校准。
包括平行表面主间的全部体积,则当以当的几何形状则工
当检验区域
被房上至少要标出一个V形声程,当以两个个方向检测时,
(从表面至表面)
益通常在
7.2.2幅度校增)
横孔。按检测声
用来校准增益
学方法或在荧
离幅度校准。
性极限内)。
个或多
射体上进
向检测时至少要标出半个V形声程被检件主要表面平行并与声程垂直的例如与
束角度钻的半径相同的
可平底孔。在某些情况下表面刻槽也能满足要求,反射体信号能c
使之达到能
检测最
小不连续的水平
为进行处
量评价,对特定头和材料能用电子线表示幅度和距离的关系来完成距画出距离-富度曲线(DA曲线)载用图表和曲中
应调整到使参考反射体的最大
有规定,增
号达到满屋
高度的80%(只要在线
7.2.3往往同
一参考反射体用来做距离和幅度校准,对低衰减材料的一个例子是图16所示的T/4深探头使反身时体通料
度的单个横孔。
出现在扫描刻度处
响,故应重复节效
V形声程的1/8#3/8.5
、7/8和9/8处
调整延迟使信号1
调整扫捐范用使信号。出现在扫描刻度9处。由于这些控刷器调节时会相互影周至信号1和9定位于刻度1
退和扫描范
最信号为满屏高度的83%
或9处信号的一个
此增益调节
和9处。
调节增益控制,使1.3、5、7
在示波屏上标出1、3、5、7、9处反射些点做成DA曲线或在能等效显示的情况下从电子学方法加以补偿。由横体信号的最大峰值,联接
孔与表面生成的角反射得可能在扫描线4及8处出现,这些信号不能用于DA曲线。根据探头前沿(或从斜楔侧面上声束中心线位号)至横孔在表面上的投影位置量出反射位在表面的位置。由于横孔在表面下的深度是已知的,此种心准可作为估计未知反射体位置、深度利对信号幅度的手段。7.3在表面传播的瑞利波
7.3.1距离校准,由于这是一种表南检测方法,需要用表面儿何形状的突然变化(即转角处、方形槽等)作为距离校准的参考。荧光屏上的扫描线应按探头至参考反射体的距离校准。7.3.2幅度校准瑞利波的透入深度与频率有关,订货数据中应说明能作为校准参考反射体用的最大允许不连续深度。检查用频率应大约等于材料中瑞利波速度(VR)除以4倍的校准参考深度(d),即:VR
注:例:校准参考深度为0.013in(0.33mm),材料的瑞利波速度(Vk)为3.00mm/μs。f=2.27周/μs或2.27周
此频率下的声束有更大的有效检测深度,对较大深度的反射体有更高的回波幅度。7
GB/T11343—2008
7.4莱姆波(可在薄板或管壁中产生)7.4.1距离校准如将声束的入射角调节(使用可变角接触式探头或水浸检验中改变角度)到使人射纵波的波前截面速度等于特定类型和模式的莱姆波的相速度。则莱姆波就能在薄板或管壁中产生。各利模式非对称性和对称性莱姆波的相速度取决十超声波的频率和材料的厚度。因此,校准用参考基准必须与被检工件相似,需要的参考不连续可以是厚度的差别或是不连续反射体。莱姆波以群速度传播,每个模式都不同,也不同于相速度。荧光屏上的扫描线应按探头至参考反射体的距离校准。7.4.2幅度校准,订货数据中应说明能作为参考基准的最大允许不连续。为从参考反射体上得到校准信号,应选择适用的莱姆波类型和模式。灵敏度
8检测方法
图16校准
斜射波检测通常采用斜射纵波或斜射横波。8.2斜射纵波
当因工件几何形状或不连续取向需要用1~40°声束角度时,应用斜射纵波。通常不应使用1~40°的8
GB/T11343-—2008
斜射横波,因为同时存在的斜射纵波幅度较高且会产生干扰。在1~40°声束角度范围内,斜射纵波将具有比同时存在的小角度斜射横波更高的幅度。在此斜射纵波范围内应用的探头可分为三组,即单品探头、平行声束的双晶探头和交叉声束的双晶探头。a)单品探头
预期不连续的主反射面的角度已知时,检测用声束的角度应与此反射面垂直。在可能存在不连续的区域内,应在声束与不连续主平面相互垂直的条件下对材料进行扫查。从实心轴类端面上检测其疲劳裂纹时,如图17所示,所用的声束角度可按下列公式计算:Paarctan
进行检测时,应使声束通过轴的中心线到达被认为有裂纹的区域,同时将探头顺着检测圆作圆周移动。
图17实心轴
从空心输奖端面上探测疫劳裂纹时,如图18所示,其声束角度可按下列公式计算:A-B
P=arctan
进行检测时,应使从轴端上的声束射向被怀疑有裂纹的区域,同时将探头顺着检验圆作圆周移动。图18空心轴
-GB/T11343—2008
b)平行声束双晶探头
当反射体的声程较近时可采用发射和接收分开的探头或称之为双晶探头,以消除斜模中的杂波。在双晶探头中发射品片及其斜模与接收晶片及其斜模之间用隔声材料分开,以防正串声,发射声束和接收声束基本上是平行的。除了仪器以一发一收方式工作外,探头的应用与8.2a)所述相似。c)交叉声束双品探头
这些探头装配时使声束在被检验表面正下方交叉以改进近表面处的分辨力。这些探头能够检验的深度范围取决于品片尺寸和声束角度。除了对近表面分辨力有改进(可能会带来探测深度范围上的限制,因此深度校准时要特别小心)和仪器以一发一收方式工作外,这些探头的应用相似于B/T4009的直射法检验。
8.3斜射横波
斜射横波检验通常采用单晶片探头方式。此种技术的原理示于图16。横孔给出的圆柱形反射体类似于来渣。其他不连续和不连续的取向都可能存在。因此必须研究预计的不连续以决定最易产生的取向,以使使超声波束射向不连续而产生反射。如果不连续的取向是任意的,则常需要用多个声束方或将声束转动。气孔类不连续是粗糙而不规则的或是球形的,将产生多方性的反射,故对声束对准的要求也较低。应方裂纹和焊缝中的为熔合等不连续可预期与应力相互垂首或处于焊缝剖口平面上。被压、锻打以及在固态下用其他方法成形的材料将产生与应力方向(金属流动方向)垂直的裂纹或与检查面平行的分层。
8.4扫查
操纵置丁试件上的探头,使其需要检验的整个体积都受到超声声束的扫查,除非另有规定,通常只需识别最高的回波信号。
9检测数据的记录
在每次检测中下列数据应予记录:a)工件名称(或编号)和检测日期:b)
操作老姓名和资格等级(如有证件时):仪器名称、制造厂、型号及编号:c
d)布置情况、耦合剂、探头电缆长度、于工或自动扫查;e)
有关探头的说明、类型、频率、晶片尺寸、斜模及声束的振动模式为重复检验所需的参考标准及校准数据f
g)适用规范要求记录的信号资料或检验结果(不连续的数量,特征或可能的类型,大小和位置)。10结果评价
10.1应在标准增益下测定反射体位置和幅度。10.2反射波可能由工件几何形状引起,例如由于转角,表面凸起或凹陷以及其他表面轮廊形状超声波反射至探头。因此,必须识别几何形状引起的反射波10.3供需双方应事先商定关于检验结果的解释和需要保存的数据资料。不能识别为几何形状引起的信号而其幅度超过拒收标准时应予拒收,除非需方同意或从工件图纸上可确定该不连续在加工完成的工件上将不再存在。
11报告
报告中应包括的资料内容应经需方与制造方双方同意。10
小提示:此标准内容仅展示完整标准里的部分截取内容,若需要完整标准请到上方自行免费下载完整标准文档。